Teklif Alın
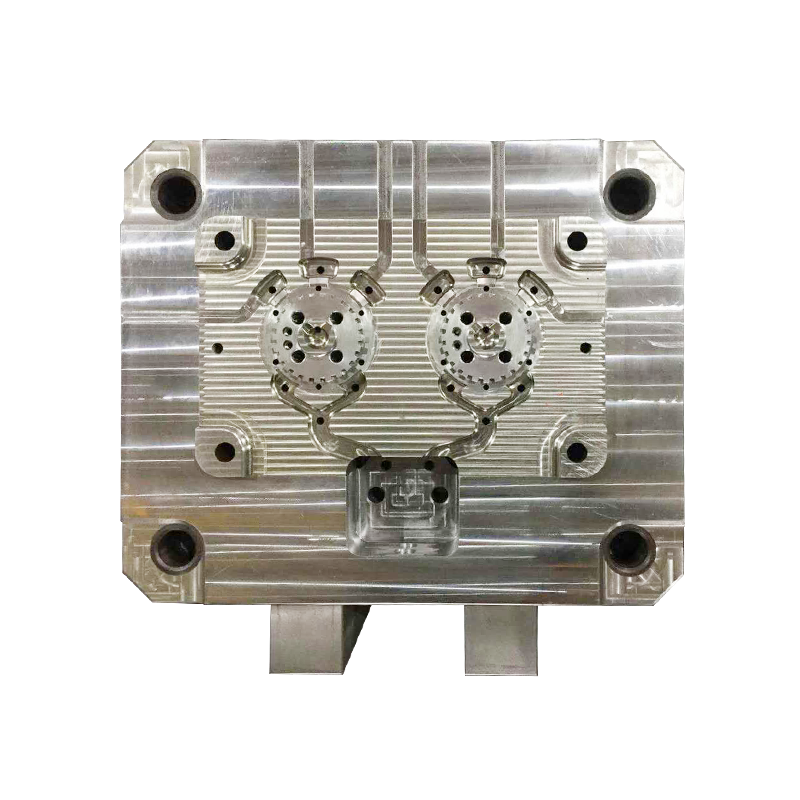
1. Kalıp Hazırlama ve Montaj
Önceden işlenmiş üst ve alt kalıp yarımları otomobil parçaları döküm makinenin baskı plakası, sıkı bir uyum ve yerine kilitlenmeyi sağlar.
Metalin yapışmasını önlemek için kalıp boşluğu yüzeyine sıklıkla refrakter bir kaplama püskürtülür veya yüzey fırçalanarak temizlenir.
2. Erimiş Metal Isıtma ve Enjeksiyon
Alüminyum veya magnezyum alaşımı bir fırında uygun bir erime sıcaklığına (yaklaşık 600-700°C) kadar ısıtılır ve daha sonra yüksek basınçlı enjeksiyon sistemi kullanılarak kalıp boşluğuna yüksek hızda ve düzgün bir şekilde enjekte edilir.
Yüksek basınçlı enjeksiyon, karmaşık boşlukları çok kısa sürede doldurarak eşit duvar kalınlığı sağlar.
3. Hızlı Soğutma ve Katılaşma
Kalıp boşluğuna girdikten sonra metal, kalıbın soğutma sistemi (genellikle su veya yağ soğutma) tarafından hızla soğutularak yoğun bir kristal yapı oluşturulur.
Hızlı katılaşma, ince duvar kalınlığı ve yüksek boyutsal doğruluk elde etmede önemli bir adımdır.
4. Kalıp Açma ve Parça Çıkarma
Metal tamamen katılaştıktan sonra kalıp açılır ve sıcak parça bir ejektör cihazı kullanılarak dışarı atılır.
Sökme işleminden sonra sonraki montaj gereksinimlerini karşılamak için gerekli çapak alma, temizleme ve yüzey işlemi gerçekleştirilir.
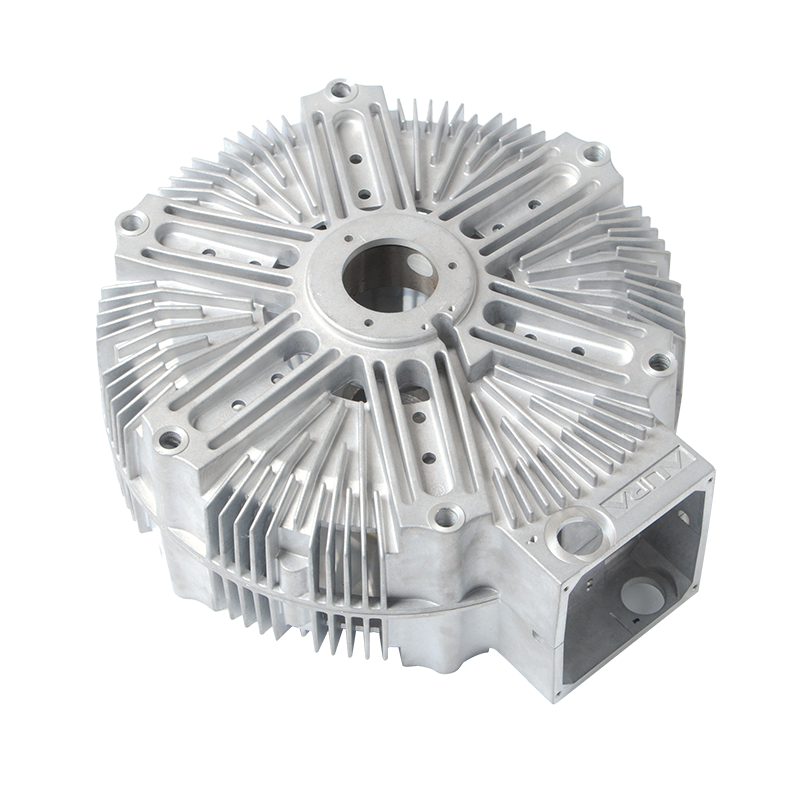
Basınçlı döküm, otomobil parçalarının gücünü ve dayanıklılığını nasıl artırır? Mukavemet ve Dayanıklılığın Artırılmasında Basınçlı Döküm Mekanizmaları
1. İnce Tane Yapısı
Yüksek basınçlı enjeksiyon ve hızlı soğutma, alaşımın katılaşma sırasında ince ve düzgün taneler oluşturmasına neden olur. İnce taneler malzemenin akma dayanımını ve yorulma ömrünü önemli ölçüde artırır.
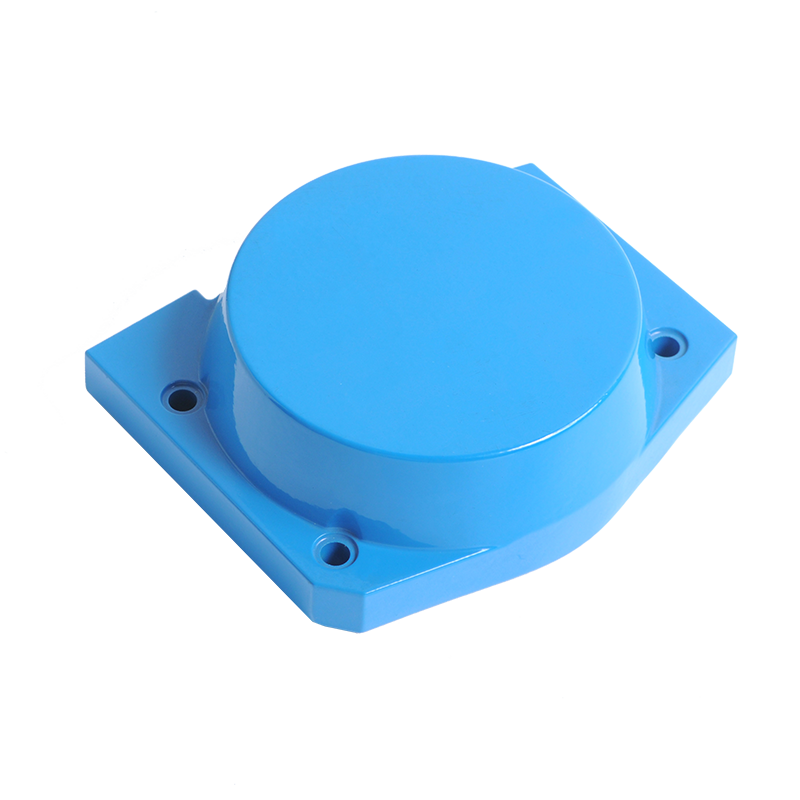
2. Mükemmel Yüzey İşlemi ve Boyutsal Doğruluk
Basınçlı döküm, düşük yüzey pürüzlülüğü ve küçük boyut hataları ile net şekle yakın dökümler sağlar, sonraki işleme ve montaj sırasında gerilim konsantrasyonunu azaltır, böylece genel dayanıklılığı artırır.
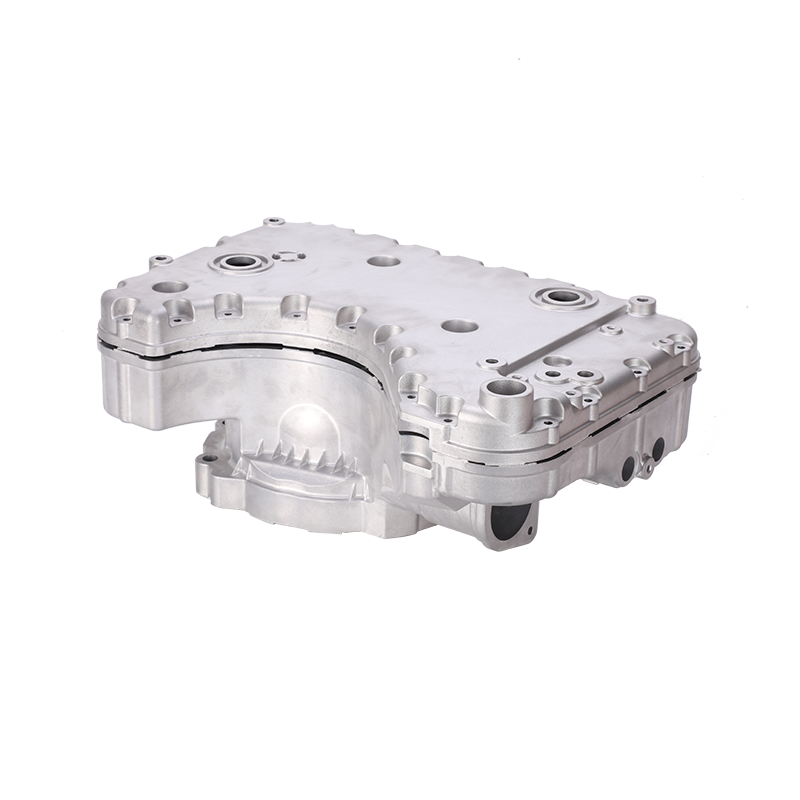
3. Rasyonel Nervür ve Güçlendirici Nervür Düzeni
Kalıp tasarımı aşamasında, nervür şekillerinin (altıgenler ve yamuklar gibi) optimize edilmesi, eşit gerilim dağılımı sağlayarak çatlaklara veya deformasyona yol açabilecek lokal gerilim yoğunlaşmasını önler. İyi yapısal tasarım, parçanın darbe direncini ve yorulma direncini doğrudan artırır.
4. Gözenekliliğin ve Kusurların Kontrolü
Hassas proses parametreleri (enjeksiyon hızı, bekletme süresi, soğutma hızı) ve gaz havalandırma sistemi sayesinde, dökümlerin yoğunluğunu ve güvenilirliğini sağlamak için gözeneklilik ve büzülme boşlukları gibi dahili kusurlar en aza indirilir.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo