Teklif Alın
Ana Türler Döküm Kalıpları
1. Tek Gözlü Kalıplar: Bu kalıplarda tek parça veya küçük partili üretime uygun, tek bir dökme boşluğu bulunur.
Nispeten basit yapı, düşük üretim maliyeti ve değiştirilmesi ve bakımı kolaydır.
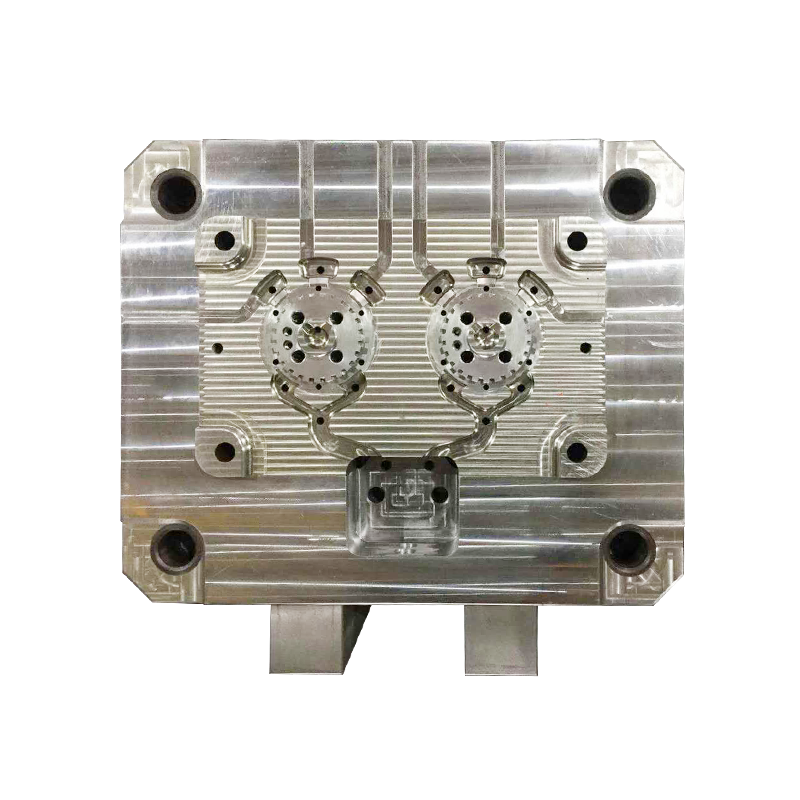
2. Çok Gözlü Kalıplar: Bu kalıplar aynı kalıp içinde birden fazla aynı veya farklı gözlere sahiptir ve aynı anda birden fazla dökümün üretilmesine olanak sağlar.
Üretim verimliliğini artırır ve birim maliyeti azaltır; Yaygın olarak otomotiv parçalarının, elektronik muhafazaların vb. seri üretiminde kullanılır.
3. Sıcak Yolluk Kalıpları ve Soğuk Yolluk Kalıpları:
Sıcak yolluk kalıpları, kapak ve yolluklardaki erimiş metalin sıcaklığını koruyarak metal soğutma kaybını azaltır ve malzeme kullanımını iyileştirir.
Soğuk yolluk kalıplarında ortam sıcaklığındaki yolluklar kullanılır, bu da yüksek basınçlı, kalın duvarlı dökümlerin üretimine uygun, daha sağlam bir yapı sağlar.
4. Bölünmüş (İki Parçalı, Üç Parçalı) Kalıplar: Döküm geometrisine ve kalıptan çıkarma gereksinimlerine bağlı olarak, karmaşık iç yapıların oluşumunu ve düzgün kalıptan çıkarmayı kolaylaştırmak için kalıp iki veya üç yarıya bölünür.
Çoğunlukla hareketli göbekler ve kaydırıcılar gibi hareketli parçalarla birlikte kullanıldığında içi boş veya içten yivli parçaların işlenmesine olanak sağlar.
Basınçlı döküm kalıbı nasıl yapılır?
Döküm Kalıp Üretim Süreci:
1. Kavramsal Tasarım ve Sayısal Simülasyon: 3 boyutlu modelleme, boşluk, kapı ve soğutma sistemi gibi temel geometrik parametreleri belirlemek için CAD (PRO/E gibi) kullanılarak gerçekleştirilir.
CAE (akış analizi, termal analiz), metal doldurma davranışını tahmin etmek, yolluk düzenini ve soğutma devresini optimize etmek ve döküm kalitesini sağlamak için kullanılır.
2. Malzeme Seçimi ve Isıl İşlem: Yüksek basınçlı enjeksiyona ve termal şoka dayanıklı olması için kalıp taban malzemesi olarak yüksek sertlikte, yüksek sıcaklığa dayanıklı takım çeliği seçilmiştir.
HRC 50-55 kalıp sertliğine ulaşmak için normalizasyon, su verme ve temperleme ısıl işlemleri gerçekleştirilerek aşınma direnci ve servis ömrü artırılır.
3. Hassas İşleme: Kalıbın kaba işleme, bitirme ve mikro işleme için CNC işleme merkezleri, CNC EDM ve tel kesme ekipmanları kullanılır.
Anahtar bileşenler (kapılar, soğutma delikleri ve hareketli çekirdekler gibi), düzgün metal akışını sağlamak için ±0,05 mm dahilinde kontrol edilen toleranslarla yüksek hassasiyette işleme tabi tutulur.
4. Montaj, Muayene ve Deneme Dökümü: İşlenen bileşenler hassas bir şekilde monte edilir ve soğutma boruları, kılavuz sistemleri ve çıkarma mekanizmaları kurulur.
Boyutsal doğruluk, bir koordinat ölçüm makinesi ve optik inceleme kullanılarak doğrulanır. Daha sonra dökme bütünlüğünü, soğutma homojenliğini ve kalıptan çıkarma düzgünlüğünü kontrol etmek için deneme dökümü gerçekleştirilir ve gerektiğinde ince ayarlamalar yapılır.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo