Teklif Alın
Otomobil parçası basınçlı döküm otomotiv üretiminde alüminyum alaşımlı yüksek basınçlı döküm teknolojisinin temel uygulamasını temsil eder. Hassas kalıplar aracılığıyla, erimiş alüminyum hızlı bir şekilde doldurulur ve yüksek basınç altında şekillendirilerek tek bir işlemde karmaşık, boyutsal olarak doğru ve pürüzsüz yüzeyli mahfaza ve yapısal bileşenler üretilir. Geleneksel çelik kaynaklı düzeneklerle karşılaştırıldığında, alüminyum döküm parçalar ağırlıkta %40 ila %60 oranında azalma elde ederek motor blokları, dişli kutusu muhafazaları, LED sokak lambası ısı emicileri, yeni enerji otomobil motor muhafazaları ve valf gövdeleri dahil olmak üzere kritik bileşenler için baskın üretim süreci haline geliyor. IATF16949 sertifikalı basınçlı döküm üreticisi olarak Ningbo Jieda Molding & Machine Co., Ltd, kalıp tasarımından bitmiş ürün teslimatına kadar kapalı döngü yönetimi uygulayan, 80'den fazla hassas CNC işleme ekipmanının yanı sıra 1600 ton ile 200 ton arasında değişen bir dizi Lijin otomatik basınçlı döküm makinesi işletmektedir.
Alüminyum basınçlı döküm teknolojisi, malzeme performansı, şekillendirme verimliliği ve maliyet kontrolü konusundaki entegre avantajları nedeniyle otomotiv endüstrisine hakimdir. Alüminyum alaşım yoğunluğu yalnızca 2,7 g/cm³ olup, çeliğin üçte birinden azdır ve dişli kutusu muhafazaları ve motor uç kapakları gibi ince duvarlı yapısal parçalarda önemli ölçüde hafiflik sağlar. Yüksek basınçlı döküm, genellikle 30 ila 90 saniye arasında değişen tek parça üretim döngüleriyle 30 ila 60 m/s'lik dolum hızlarına ulaşır ve bu da onu yüksek hacimli otomatik üretim için ideal kılar. Basınçlı dökümler, CT6'dan CT8'e kadar boyutsal hassasiyet ve Ra3,2'den 6,3'e kadar yüzey pürüzlülüğü sağlar; minimum işleme payı gerektirir ve yüksek malzeme kullanım oranları sağlar.
| Karşılaştırma Faktörü | Alüminyum Döküm | Geleneksel Kum Döküm | Çelik Damgalama ve Kaynak |
| Tek Parça Ağırlığı | %40 ila %60 oranında azaltıldı | benzer | Başlangıç çizgisi |
| Minimum Duvar Kalınlığı | 2,0 mm'de ulaşılabilir | Tipik olarak 4 mm'nin üzerinde | Damgalama kısıtlamaları ile sınırlıdır |
| Boyutsal Doğruluk | CT6'dan CT8'e | CT10'dan CT12'ye | Kaynak deformasyon kontrolüne bağlı |
| Üretim Çevrim Süresi | Parça başına 30 ila 90 saniye | Kalıp başına birkaç saat | Çoklu süreç birikimi |
| Yüzey Pürüzlülüğü | Ra3,2 ila 6,3 | Ra12,5 ila 25 | Ra6,3 ila 12,5 |
Tablodaki veriler, alüminyum basınçlı dökümün ince duvar kaplama, yüksek hassasiyet ve hızlı şekillendirme konusunda yeri doldurulamaz avantajlara sahip olduğunu göstermektedir. Yeni enerji otomobil motor mahfazalarını örnek alırsak, alüminyum basınçlı döküm, 2,5 mm dahilinde duvar kalınlığı kontrolüne olanak tanıyarak, dökme demir çözümlerine kıyasla toplam ağırlığı yaklaşık %45 azaltır. Entegre basınçlı döküm işlemi, kaynakla ilişkili sızdırmazlık risklerini ortadan kaldırırken, soğutma suyu kanalları doğrudan kalıp içinde oluşturularak motorun termal dağıtım verimliliğini artırır.
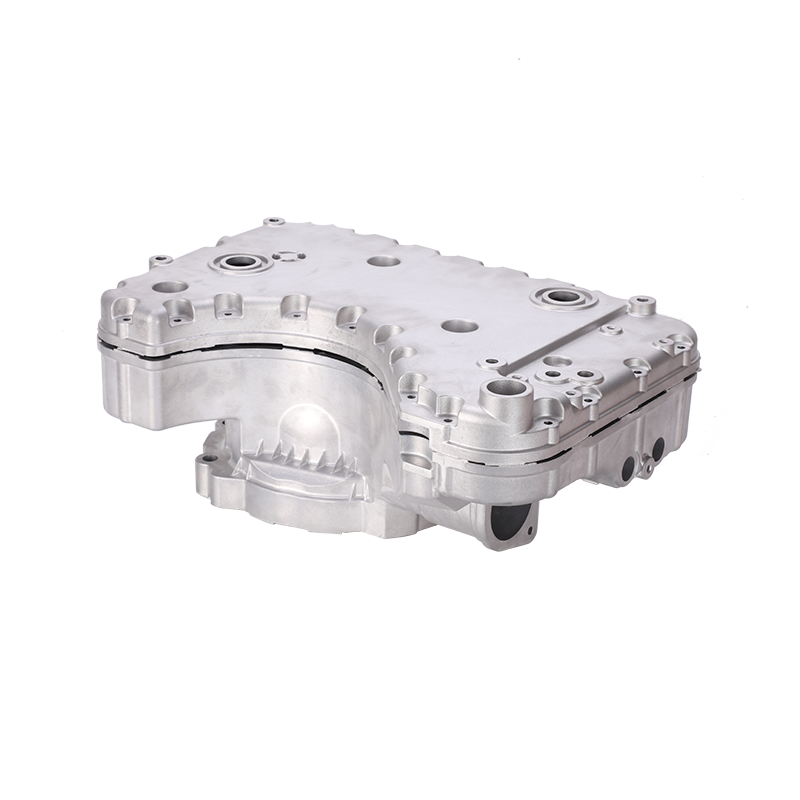
Otomobil parçası basınçlı döküm uygulamaları artık dört ana sektörü kapsıyor: güç aktarma sistemleri, aktarma sistemleri, şasi sistemleri ve gövde yapıları. Motor sistemlerinde alüminyum döküm pistonlar, silindir kapağı kapakları ve emme manifoldları ileri geri hareket eden kütleyi etkili bir şekilde azaltır ve yakıt ekonomisini artırır. Şanzıman uygulamalarında, basınçlı döküm alüminyumdan yapılan dişli kutusu muhafazaları yalnızca montaj ağırlığını azaltmakla kalmaz, aynı zamanda dişli yağının soğutulmasını kolaylaştırmak ve yağlayıcı değiştirme aralıklarını uzatmak için üstün termal iletkenlikten de yararlanır.
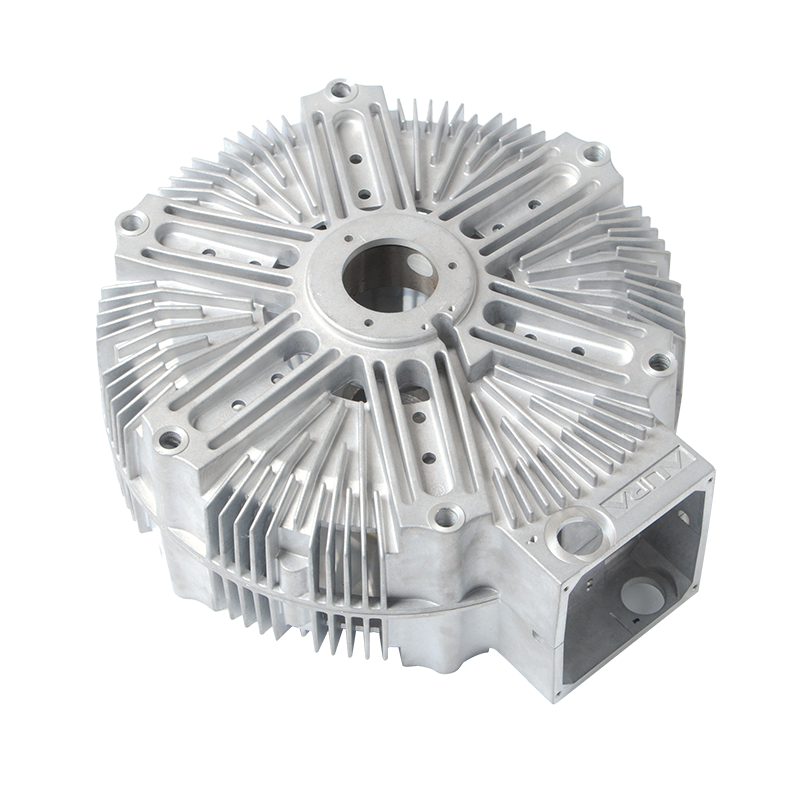
Yeni enerji araçlarının hızlı gelişimi, basınçlı döküm teknolojisi için yeni büyüme fırsatlarının önünü açtı. Motor muhafazaları, akü paketi uç plakaları ve kontrolör muhafazaları ağırlıklı olarak alüminyum döküm çözümlerini benimser. Örneğin motor muhafazaları, entegre soğutma suyu kanallarına ve dahili montaj omuzlarına ihtiyaç duyar ve yüksek sızdırmazlık talepleri olan karmaşık yapılara sahiptir. Basınçlı döküm, su kanalı profillerinin tek seferde oluşturulmasını sağlayarak işleme operasyonlarını ve sızıntı risklerini azaltır. Ayrıca, LED sokak lambası ısı emicileri ve pnömatik valf gövdeleri gibi sektörler arası uygulamalar, verimli ısı dağıtımı için alüminyumun yüksek termal iletkenlik katsayısından yararlanarak olgun otomotiv basınçlı döküm uzmanlığından yararlanır.
| Başvuru Sistemi | Tipik Döküm Parçaları | Malzeme Sınıfı | Temel Performans Gereksinimleri |
| Motor Sistemi | Pistonlar, Silindir Kapağı Kapakları, Yağ Karterleri | A380, ADC12 | Yüksek Sıcaklık Dayanımı, Aşınma Direnci |
| İletim Sistemi | Şanzıman Muhafazası, Debriyaj Muhafazası | A380, AlSi10MnMg | Sertlik, Sızdırmazlık, Isı İletkenliği |
| Yeni Enerji Güç Aktarma Organları | Motor Muhafazası, Akü Uç Plakaları | AlSi10MnMg, A365 | Isı İletkenliği, EMI Koruması, Hava Sızdırmazlığı |
| Şasi Sistemi | Direksiyon Mafsalları, Kumanda Kolu Braketleri | A356, AlSi7Mg | Yorulma Dayanımı, Darbe Tokluğu |
| Gövde Yapısı | A Sütunu Bağlantıları, Şok Kuleleri | AlSi10MnMg | Çarpma Enerjisi Emilimi, Bağlantı Güvenilirliği |
Özellikle, entegre basınçlı döküm teknolojisindeki atılımlar, Tesla Model Y arka zemin düzeneklerinin ve benzeri ultra büyük yapısal bileşenlerin tek bir döküm işleminde oluşturulmasını mümkün kılmıştır. Bu yaklaşım, 70'ten fazla ayrı damgalanmış ve kaynaklı parçayı tek bir basınçlı dökümde birleştirerek tedarik zincirlerini ve montaj süreçlerini önemli ölçüde basitleştirir. Bu eğilim, basınçlı döküm teknolojisinin tek bileşenli üretimden büyük ölçekli entegre yapısal parçalara doğru geliştiğini göstermektedir.
Yüksek kaliteli otomobil parçası basınçlı dökümü, kalıp tasarımı, döküm parametreleri ve işlem sonrası işlemler arasındaki sistematik koordinasyona bağlıdır. Kalıp tasarımı aşamasında kapı konumlandırması, havalandırma kanalları ve soğutma devresi düzeni, dolumun tamlığını ve iç gözeneklilik oranlarını doğrudan belirler. Entegre CAD/CAE/CAM tasarım platformları, alüminyum akışı, katılaşma büzülmesi ve termal gerilim dağılımının sanal simülasyonunu sağlayarak gaz sıkışması, soğuk kapanma ve sıcak çatlama gibi kusur risklerinin erken tanımlanmasına olanak tanır.
Basınçlı döküm parametrelerinin hassas kontrolü de aynı derecede kritiktir. 1600 ton sınıfı otomatik basınçlı döküm makineleri için tipik proses pencereleri şunları içerir: erimiş alüminyum sıcaklığı 680 ila 720°C, kalıp sıcaklığı 180 ila 240°C, enjeksiyon basıncı 60 ila 100MPa, yüksek hızlı anahtarlama konumları parça duvar kalınlığına göre hassas bir şekilde ayarlanır. Aşırı alüminyum sıcaklığı oksit oluşumunu ve kalıpta lehimleme eğilimlerini artırırken, yetersiz kalıp sıcaklığı soğuk kapanmalara ve yüzey akış izlerine neden olur. Sonuç olarak, kalıp sıcaklık üniteleri ile basınçlı döküm makineleri arasındaki koordineli kontrol parti tutarlılığının temelini oluşturur.
İşlem sonrası operasyonlar kapının çıkarılmasını, ısıl işlemi, hassas işlemeyi ve yüzey bitirmeyi kapsar. T6 ısıl işlemi, A356 malzemesinin çekme mukavemetini döküm durumunda yaklaşık 180MPa'dan 310MPa'nın üzerine önemli ölçüde artırır. Dişli kutusu muhafazaları ve valf gövdeleri gibi sızdırmazlık açısından kritik bileşenler için, 1×10⁻⁵Pa·m³/s düzeylerinde mikro sızıntıları tespit edebilen helyum kütle spektrometresi sızıntı dedektörleri ile %100 sızıntı testi zorunludur.
Alüminyum alaşımları otomotivin büyük yapısal bileşenlerine hakimken çinko basınçlı döküm, küçük hassas parçalarda benzersiz değeri korur. Çinko alaşımının erime noktası yaklaşık 420°C olup, alüminyum alaşımlarından önemli ölçüde daha düşüktür; bu, alüminyum basınçlı döküm kalıpları için büyük bakım öncesi 100.000 ila 200.000 döngüye kıyasla, kalıplar üzerindeki termal yükün azalmasına ve kalıp ömrünün 500.000 ila 1.000.000 döngüye ulaşmasına neden olur. Çinko basınçlı dökümler, genellikle otomotiv kapı kilit mekanizmalarına, dekoratif amblemlere ve küçük serili, yüksek katma değerli uygulamalardaki hassas konektörlere uygulanan doğrudan dekoratif krom kaplamaya uygun yüzeylerle CT4 ila CT5 seviyelerinde daha yüksek boyutsal hassasiyet elde eder.
Bununla birlikte, 6,7 g/cm3'lük çinko alaşımı yoğunluğu alüminyumun yaklaşık 2,5 katıdır ve bu da hafif ağırlıklı otomotiv ana yapılarındaki uygulamasını sınırlamaktadır. Bu nedenle, basınçlı döküm üreticileri genellikle parça boyutlarına, ağırlık hedeflerine ve işlevsel gereksinimlere göre alüminyum ve çinko arasında malzeme seçimi kararları verirler: büyük muhafazalar ve yapısal bileşenler alüminyum alaşımlarına öncelik verirken, küçük hassas iletim bileşenleri ve dekoratif parçalar çinko basınçlı döküm kalıp çözümlerini değerlendirebilir.
Otomobil parçası basınçlı döküm tedarikçilerini seçerken üç boyutta değerlendirme yapılması önerilir: kalite sistemleri, ekipman yetenekleri ve teknik ekipler. Birincisi, IATF16949 sertifikası, otomotiv tedarik zincirleri için giriş eşiği görevi görüyor ve tedarikçilerin tasarım geliştirme, üretim ve hizmet süreçlerinde risk yönetimi uygulamasını gerektiriyor. İkincisi, basınçlı döküm makinesinin sıkma kuvveti tonajı, üretilebilir parçaların maksimum öngörülen alanını belirler; 1600 ton sınıfı ekipman çoğu dişli kutusu muhafazasını ve motor muhafazasını kapsarken, ultra büyük entegre yapısal bileşenler 6000 tonun üzerinde makineler gerektirir.
Şirket içi kalıp tasarım yeteneği başka bir temel göstergeyi temsil eder. 80'den fazla CNC işleme merkezi, EDM makinesi ve tel kesme ekipmanıyla donatılmış üreticiler, kalıp tasarımı, işleme, montaj ve deneme üretiminin tüm sürecini yerinde tamamlayarak yeni ürün geliştirme döngülerini kısaltabilir. Ek olarak, spektrometreler, X-ışını inceleme sistemleri ve koordinat ölçüm makineleri içeren laboratuvar konfigürasyonları, hammadde girişinden bitmiş ürün sevkiyatına kadar eksiksiz veri izlenebilirliği sağlar.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo