Teklif Alın
Otomobil parçası basınçlı döküm otomotiv endüstrisindeki yüksek hacimli, hassas metal bileşenler için baskın üretim yöntemidir - ve iyi bir sebepten dolayı. Başka hiçbir prosesin ölçekte karşılayamayacağı parça başına maliyetle dar toleranslar, karmaşık geometriler ve mükemmel yüzey kalitesi sunar. İster braket, muhafaza veya yapısal EV akü muhafazası tedarik ediyor olun, basınçlı dökümü anlamak daha hızlı, daha akıllı kararlar almanıza yardımcı olacaktır.
Bu kılavuz, basınçlı döküm sürecinin temellerinden malzeme seçimine, elektrikli araç uygulamalarına, son işlem seçeneklerine ve pratik SSS'ye kadar her şeyi kapsar; böylece basınçlı dökümün projeniz için doğru seçim olup olmadığını belirleyebilirsiniz.

Basınçlı döküm, erimiş metalin yüksek basınç altında kalıp adı verilen yeniden kullanılabilir bir çelik kalıba enjekte edildiği bir metal döküm işlemidir. Metal hızla katılaşır ve bitmiş parça, genellikle döngü başına 60 saniyenin altında bir sürede çıkarılır. Otomotiv uygulamaları için bu, tutarlı boyut doğruluğuna sahip milyonlarca net şekle yakın parça anlamına gelir.
Otomotiv sektörünün payı var Dünya çapındaki tüm basınçlı döküm üretiminin %75'inden fazlası Kuzey Amerika Basınçlı Döküm Birliği'ne (NADCA) göre. Basınçlı döküm yoluyla üretilen yaygın otomobil parçaları arasında motor blokları, şanzıman muhafazaları, direksiyon mafsalları, pompa gövdeleri, kapı kolları ve elektrikli araçlar için giderek artan büyük yapısal bileşenler yer alıyor.

Süreci anlamak, teslim sürelerini, tasarım gereksinimlerini ve maliyet etkenlerini tahmin etmenize yardımcı olur.
Her biri farklı alaşımlara, parça boyutlarına ve kalite gereksinimlerine uygun çeşitli basınçlı döküm çeşitleri mevcuttur.
| Tür | Nasıl Çalışır? | En İyi Alaşımlar | Temel Avantaj |
|---|---|---|---|
| Sıcak Oda | Enjeksiyon mekanizması erimiş metale batırılmıştır | Çinko, Magnezyum | Hızlı çevrim süreleri, düşük gözeneklilik |
| Soğuk Oda | Atış kovanına ayrı olarak yerleştirilen metal | Alüminyum, Bakır | Yüksek erime noktasına sahip alaşımları işler |
| Vakumlu Döküm | Enjeksiyondan önce kalıptan hava boşaltılır | Alüminyum | Sıfıra yakın gözeneklilik, kaynaklanabilir parçalar |
| Yarı Katı (Thixocasting) | Yarı katı halde enjekte edilen metal | Alüminyum, Magnesium | Mükemmel mekanik özellikler |
| Sıkıştırılmış Döküm | Katılaşma sırasında yüksek basınç uygulanır | Alüminyum | Yapısal bütünlük, ısıl işleme tabi tutulabilir |
Çoğu yüksek hacimli otomotiv uygulaması için, soğuk oda alüminyum döküm varsayılan seçimdir. Kaynaklanabilirliğin gerekli olduğu yapısal EV parçaları için vakumlu basınçlı döküm giderek daha fazla tercih edilmektedir.

Basınçlı dökümün otomotiv üretimindeki hakimiyeti tesadüfi değildir. Rakip süreçlerin geniş ölçekte kopyalayamayacağı performans özelliklerinin bir kombinasyonunu sunar.

Hiçbir üretim süreci ödünsüz değildir. Basınçlı dökümün sınırlamalarını anlamak, maliyetli sürprizlerden kaçınmanıza yardımcı olur.

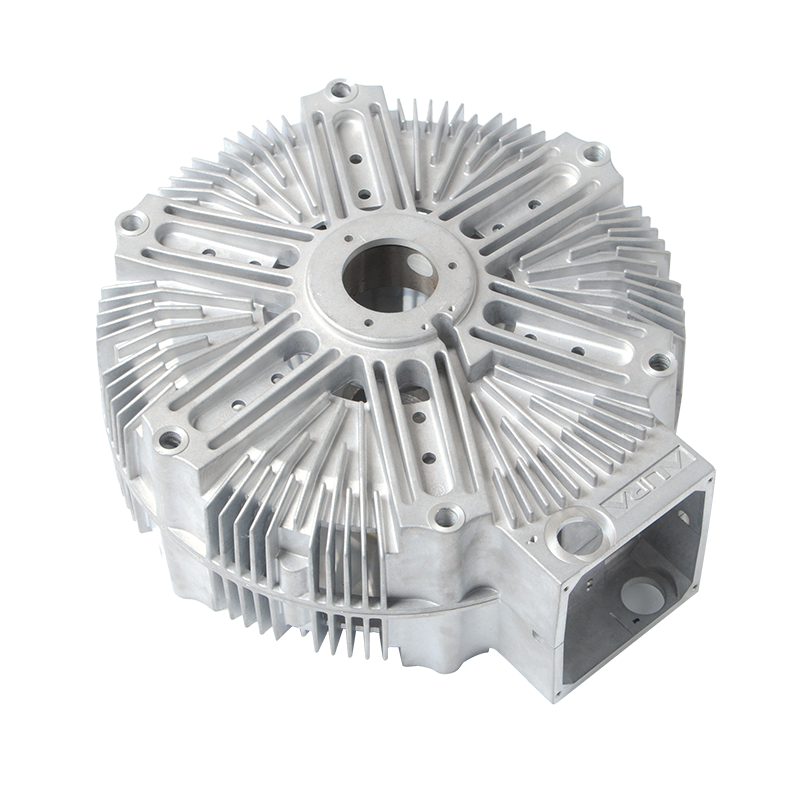
Döküm otomotiv bileşenleri yapısal, termal, mekanik ve estetik rollere sahiptir. Proses, tek bir parçada aynı anda birden fazla fonksiyonel gereksinimi karşılayabildiği için tam olarak seçilmiştir.
Direksiyon mafsalları, alt şasi braketleri ve süspansiyon bileşenleri dinamik yükler taşır ve aşan yorulma ömrü gereksinimlerini karşılamalıdır. 10 milyon döngü . Çekme dayanımı 280–320 MPa olan alüminyum basınçlı dökümler bu talepleri karşılarken çelik eşdeğerlerine kıyasla kütleyi %40–50 azaltır.
Motor blokları, silindir kafaları ve gittikçe artan EV akü muhafazaları, basınçlı dökümün karmaşık soğutma kanallarını doğrudan parça geometrisine entegre etme yeteneğini kullanarak lehimli düzenekleri ortadan kaldırır ve termal direnci azaltır.
Şanzıman kasaları, diferansiyel muhafazaları ve pompa gövdeleri, basınç altındaki akışkanlar için sızdırmaz mahfazalar oluşturur. Basınçlı döküm, elle takmaya gerek kalmadan güvenilir conta sızdırmazlığı için gereken boyutsal tutarlılığı sağlar.
Modern araçlarda, döküm alüminyum ve çinko muhafazalar ECU'ları, sensörleri ve konektörleri barındırarak EMI koruması, topraklama yolları ve titreşim ve girişe karşı koruma sağlar.
Malzeme seçimi, otomotiv parçası basınçlı dökümde en önemli kararlardan biridir. Her alaşım ailesi, özelliklerin, maliyetin ve işlenebilirliğin farklı bir kombinasyonunu sunar.
| Alaşım | Yoğunluk (g/cm³) | Çekme Dayanımı (MPa) | Tipik Otomatik Uygulamalar |
|---|---|---|---|
| Alüminyum A380 | 2.71 | 310 | Motor blokları, muhafazalar, braketler |
| Alüminyum ADC12 | 2.74 | 320 | Şanzıman kutuları, EV akü tepsileri |
| Magnezyum AZ91D | 1.81 | 230 | Gösterge panelleri, direksiyonlar |
| Çinko Zamak 3 | 6.60 | 283 | Kapı kolları, kilit bileşenleri, konektörler |
| Bakır C83600 | 8.50 | 255 | Elektrik terminalleri, rulmanlar |
Alüminyum alaşımları otomotiv basınçlı dökümde hakimdir ağırlıkça tüm otomotiv dökümlerinin yaklaşık %80'ini temsil eder. Araçların hafifletilmesine yönelik trend, özellikle güç aktarma organları ve yapısal uygulamalarda çinko ve dökme demirden alüminyuma geçişi hızlandırıyor.

Elektrikli araçlar basınçlı döküm talebini önemli ölçüde yeniden şekillendiriyor. İçten yanmalı motorun ortadan kaldırılması, bazı geleneksel döküm uygulamalarını (silindir kafaları, motor blokları) ortadan kaldırırken EV'ye özgü mimarilerde çok daha büyük fırsatlar yaratıyor.
EV üreticileri ağırlıklı olarak yüksek sünekliğe sahip alüminyum alaşımları Çarpma yüklerine kırılmadan dayanabilen, akü koruma düzenlemelerinin gerektirdiği bir gerekliliktir. Silafont-36 (AlSi10MnMg), Aural-2 gibi alaşımlar ve tescilli bileşimler aşağıdakiler için optimize edilmiştir:

En dönüştürücü EV oyuncu seçimi trendi giga-casting — yüzlerce damgalı ve kaynaklı parçanın yerine geçen masif tek parça yapısal dökümler üretmek için 6.000 ila 16.000 ton kapama kuvvetine sahip makineler kullanmak. Örneğin Tesla'nın Model Y arka alt gövdesi yaklaşık olarak sağlamlaşıyor Tek bir döküm bileşende 70 ayrı parça , montaj süresini %30 ve ağırlığı %10 azaltır.
Temel EV basınçlı döküm uygulamaları şunları içerir:
Küresel EV basınçlı döküm pazarı yaklaşık olarak değerlendi. 2023'te 5,8 milyar dolar Elektrikli araçların benimsenme oranları ve Volvo, Toyota ve Rivian gibi OEM'ler arasında giga döküm teknolojisinin yaygınlaşmasının etkisiyle bu rakamın 2032 yılına kadar 18 milyar doları aşması bekleniyor.

Basınçlı döküm neredeyse her araç sistemine uygulanır. Aşağıdakiler en önemli uygulama alanlarıdır:
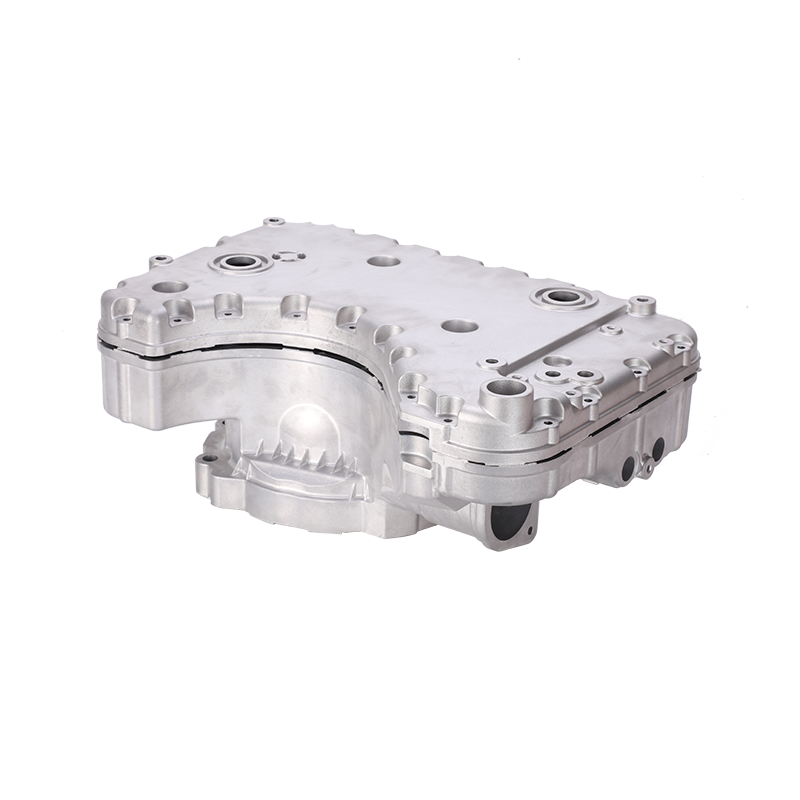
Motor blokları, silindir kafaları, yağ karterleri, zamanlama kapakları ve şanzıman kasaları tarihsel olarak otomotiv basınçlı dökümün omurgası olmuştur. Tipik bir V6 motoru şunları içerebilir: 15–20 döküm bileşen , her biri karmaşık iç karot ve sıkı delik toleransları gerektirir.
Direksiyon mafsalları, kontrol kolu braketleri ve alt şasi düğümleri, yaysız kütleyi azaltmak için dövme çeliğin yerini giderek daha fazla alüminyum dökümden alıyor. Yaysız kütlenin köşe başına 1 kg'a kadar azaltılması, sürüş sıklığını ve yol tutuş tepkisini ölçülebilir şekilde artırır.
Kapı kolları, ayna braketleri, koltuk ayarlayıcıları ve dekoratif kaplama bileşenleri tipik olarak çinko dökümdür ve çinkonun ince duvar bölümlerinde sıkı toleransları tutma yeteneğinden yararlanır. 0,4 mm .
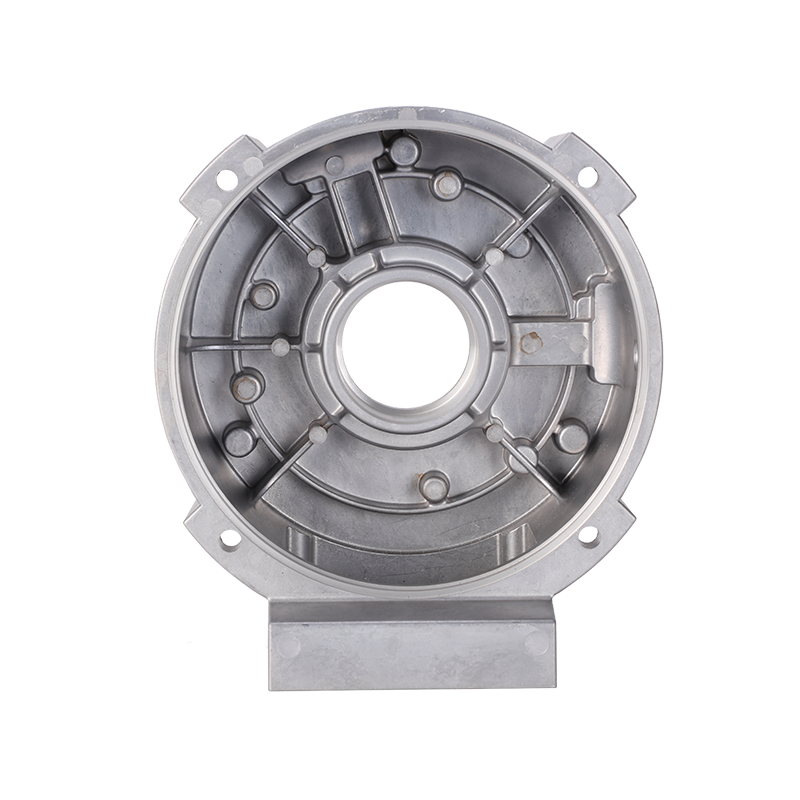
HVAC ve soğutma sistemlerine yönelik kompresör muhafazaları, pompa gövdeleri, termostat muhafazaları ve valf gövdeleri genellikle basınç sızdırmazlıkları ve soğutma sıvısı kimyalarıyla uyumlulukları nedeniyle seçilen alüminyum dökümdür.
ECU muhafazaları, radar sensör braketleri ve konnektör gövdeleri, ADAS ve bağlantılı araç elektroniklerinin yaygınlaşmasıyla modern araçlarda en hızlı büyüyen döküm uygulamaları arasındadır.

Çoğu basınçlı döküm otomotiv parçası, işlevsel veya estetik gereksinimleri karşılamak için bir veya daha fazla sonlandırma işlemi gerektirir. Doğru bitirme prosesinin seçilmesi, döküm parametrelerinin kendisi kadar önemlidir.
Tedarikçi seçimi, programın ömrü boyunca maliyeti, kaliteyi ve tedarik zinciri esnekliğini etkileyen stratejik bir karardır. Sadece parça fiyatına göre seçim yapmayın — takım kalitesi, proses kontrolü ve uygulama mühendisliği yeteneği aynı derecede önemlidir.
Tedarikçinin makine tonaj aralığını, kalıp tasarım yeteneğini (şirket içi veya dış kaynaklı) ve proses kontrol sistemlerini değerlendirin. EV yapısal parçaları için, vakumlu basınçlı döküm veya sıkmalı döküm kapasitesine sahip olduklarını ve yüksek sünekliğe sahip alaşımlar konusunda deneyime sahip olduklarını doğrulayın.
Otomotiv basınçlı döküm tedarikçileri en azından IATF 16949 sertifikasyonu ve bir APQP/PPAP sürecini işletmek. Cpk verilerini (kritik boyutlar için hedef ≥1,67) ve kusur oranı ölçümlerini (Kademe 1 otomotiv için hedef ≤50 ppm) isteyin.
En iyi tedarikçiler, parça geometrisini dökülebilirlik için optimize etmek, takım karmaşıklığını ve çevrim süresini azaltmak için tasarım aşamasının erken safhalarında devreye girer. Parça birleştirme veya verim iyileştirme sonuçlarını gösteren kanıtlanmış DFM örnek olay incelemelerine bakın.
Şirket içi işleme, son işlem ve alt montaj kapasitesine sahip tedarikçiler, katman sayınızı ve lojistik karmaşıklığınızı azaltır. Küresel programlar için tedarikçinin çoklu tesis kapasitesine veya nitelikli yedekleme kaynaklarına sahip olduğunu doğrulayın.
Çeşitli koşullar aynı hizada olduğunda basınçlı döküm mükemmel bir seçimdir. Uygunluğu değerlendirmek için aşağıdaki çerçeveyi kullanın:
| Faktör | Tercihen Basınçlı Döküm | Alternatifleri Değerlendirin |
|---|---|---|
| Yıllık hacim | >5.000 parça/yıl | <5.000 (kum dökümü, 3D baskı) |
| Malzeme | Al, Zn, Mg, Cu | Çelik, titanyum, inconel |
| Geometri karmaşıklığı | Karmaşık, çok özellikli, ince duvarlı | Basit prizmatik şekiller (işleme) |
| Yapısal kritiklik | Orta ila yüksek (vakumlu) | En yüksek güvenlik sınıfı (dövme) |
| Yüzey bitirme gereksinimi | Ra 1–3 µm döküm olarak kabul edilebilir | Ayna kaplaması gerekli (işleme) |
| Pazara çıkma zamanı | 8-16 haftalık takım teslim süresi kabul edilebilir | Gerekli haftalar (3D baskı, işleme) |
Parçanız yılda 10.000 adetten fazla üretilen alüminyum veya çinko ise ve iç kanallara veya karmaşık dış geometriye sahipse, basınçlı döküm neredeyse kesinlikle en uygun maliyetli seçenek olacaktır. Düşük hacimli, dövme mikro yapı veya egzotik alaşımlar gerektiren güvenlik açısından kritik uygulamalar için alternatifleri göz önünde bulundurun.

Çinko basınçlı döküm ile ince duvarlar elde edilebilir 0,4–0,6 mm ; alüminyumun otomotiv yapısal parçaları için tipik olarak pratik minimum 1,0-1,5 mm'si vardır. Çok ince duvarlar soğuk kapanmaya ve eksik doluma neden olabilir.
Bakımı iyi yapılmış bir H13 takım çeliği kalıbı tipik olarak 100.000–500.000 çekim alüminyum dökümler için ve çinko için 1.000.000 adede kadar atış. Kalıp ömrü büyük ölçüde parça geometrisine, alaşım sıcaklığına ve soğutma devresi tasarımına bağlıdır.
Standart yüksek basınçlı döküm (HPDC) parçalar sıkışmış gaz içerir ve genellikle kaynaklanamaz . Sünekliği yüksek alaşımlar (örneğin Silafont-36) kullanan vakumlu döküm veya sıkıştırmalı döküm parçalar MIG/TIG kaynağı yapılabilir ve yapısal EV gövde uygulamalarında kullanılır.
Giga döküm, tek parça yapısal gövde dökümleri üretmek için çok büyük basınçlı döküm makinelerinin (6.000-16.000 ton sıkma kuvveti) kullanılmasını ifade eder. Tesla bu tekniğe öncülük etti Model Y arka alt gövdesiyle Volvo, Toyota, BYD, Geely ve Rivian gibi rakipleri de benzer süreçleri aktif olarak uyguluyor.
Endüstriyel X-ışını (2D ve 3D CT tarama), güvenlik açısından kritik dökümlerde iç gözeneklilik için birincil inceleme yöntemidir. ASTM E505 ve ASTM E155, alüminyum ve magnezyum basınçlı dökümlerde kabul edilebilir gözeneklilik seviyeleri için referans radyografi standartları sağlar.
Tipik bir alüminyum otomotiv basınçlı dökümü için aşağıdakileri bekleyin: 16–24 hafta tasarımın dondurulmasından ilk PPAP onaylı parçalara kadar: kalıp üretimi için 8-12 hafta, deneme çekimleri ve süreç optimizasyonu için 2-4 hafta ve PPAP belgelendirmesi ve onayı için 4-8 hafta.
Alüminyum basınçlı dökümler için döküm halindeki yüzey pürüzlülüğü tipik olarak Ra'dır 1,6–3,2 mikron düz yüzeylerde ve karmaşık geometriye sahip alanlarda veya havalandırma konumlarının yakınında Ra 3,2–6,3 µm. Parlatılmış kalıp yüzeyleri, kozmetik yüzeylerde Ra 0,8 µm değerine ulaşabilir.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo