Teklif Alın
döküm günümüzde mevcut olan en verimli ve uygun maliyetli metal üretim süreçlerinden biridir. Kısaca: Yüksek hacimli hassas, karmaşık metal parçalara ihtiyacınız varsa, basınçlı döküm muhtemelen en iyi seçeneğinizdir . Diğer pek az işlemin karşılayabileceği sıkı boyut toleransları, mükemmel yüzey kalitesi ve hızlı çevrim süreleri sunar. Bu kılavuz, sürecin nasıl işlediğinden sınırlamalarına, yöntemlerine ve gerçek dünyadaki uygulamalarına kadar bilmeniz gereken her şeyi kapsar.

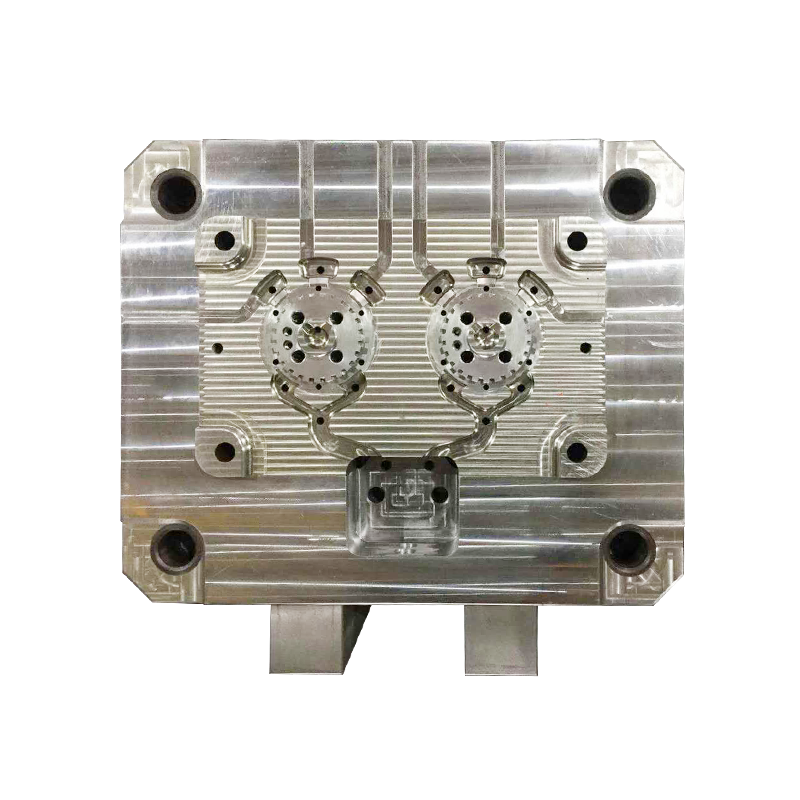
Basınçlı döküm, erimiş metalin yüksek basınç altında yeniden kullanılabilir bir çelik kalıba ("kalıp" olarak adlandırılır) sıkıştırıldığı bir metal döküm işlemidir. Metal katılaştığında kalıp açılır ve bitmiş parça çıkarılır. Kalıp daha sonra tekrar kullanılabilir; genellikle onbinlerce ila yüzbinlerce döngü boyunca.
Basınçlı dökümde en sık kullanılan metaller şunlardır: alüminyum, çinko, magnezyum ve bakır alaşımları . birlüminyum, mükemmel mukavemet-ağırlık oranı, korozyon direnci ve termal iletkenliği nedeniyle açık ara en popüler olanıdır.
Kullanılabilir kalıplar kullanan kum dökümünün aksine, basınçlı dökümde kalıcı çelik aletler kullanılır. Bu, tutarlılığın ve tekrarlanabilirliğin kritik olduğu yüksek hacimli üretim için idealdir.

Basınçlı döküm döngüsü tutarlı bir sırayı takip eder:
Çevrim süreleri parça boyutuna ve karmaşıklığa göre değişir ancak genellikle birkaç saniyeden birkaç dakikaya kadar . İyi optimize edilmiş bir alüminyum basınçlı döküm hücresi saatte yüzlerce parça üretebilir.

İki ana basınçlı döküm yöntemi, erimiş metalin kalıba nasıl dahil edildiğine göre farklılık gösterir:
Sıcak odacıklı dökümde enjeksiyon mekanizması doğrudan erimiş metalin içine daldırılır. Bu yöntem şunları sunar daha hızlı çevrim süreleri ve çinko, kalay ve kurşun alaşımları gibi erime noktası düşük metaller için en uygunudur. Alüminyum, suya batırılmış bileşenleri aşındıracağından alüminyum için uygun değildir.
Soğuk oda basınçlı dökümde, erimiş metal, her enjeksiyondan önce ayrı bir atış odasına kepçeyle alınır. Bu yaklaşım şu amaçlarla kullanılır: alüminyum, magnezyum ve bakır alaşımları — sıcak oda sistemine zarar verebilecek daha yüksek erime noktasına sahip metaller. Sıcak kamaradan biraz daha yavaş olmasına rağmen, soğuk kamaralı basınçlı döküm daha güçlü, daha dayanıklı parçaların üretilmesine olanak sağlar.
| Özellik | Sıcak Oda | Soğuk Oda |
|---|---|---|
| Uygun Metaller | Çinko, Kalay, Kurşun | Alüminyum, Magnezyum, Bakır |
| Çevrim Hızı | Daha hızlı | Biraz Daha Yavaş |
| Enjeksiyon Basıncı | Daha düşük | Daha yüksek |
| Parça Gücü | Orta | Daha yüksek |
| Tipik Uygulamalar | Küçük tüketici parçaları | Otomotiv, endüstriyel |

Basınçlı döküm tutarlı bir şekilde aşağıdaki toleranslara ulaşır: ±0,1 mm veya daha sıkı genellikle ikincil işleme ihtiyacını ortadan kaldırır. Binlerce parçadaki bu tekrarlanabilirlik düzeyini diğer döküm yöntemleriyle eşleştirmek zordur.
Takımlar yerleştirildikten sonra basınçlı döküm makineleri günün her saatinde çalışabilir ve çok kısa döngülerde parçalar üretebilir. 15–20 saniye küçük alüminyum bileşenler için. Bu verim, onu yüksek hacimli metal parça üretimi için en hızlı yöntemlerden biri haline getiriyor.
Basınçlı döküm, karmaşık iç özellikleri, ince duvarları (en ince) destekler 0,5 mm bazı alüminyum uygulamalarında), alttan kesmeler ve tek başına işleme ile maliyetli veya imkansız olan net şekle yakın bileşenler.
İlk takım maliyetleri önemli olsa da parça başına maliyet büyük ölçekte önemli ölçüde düşüyor. Onbinlerce veya daha fazla sayıda üretim için basınçlı döküm genellikle CNC işleme veya diğer işlemlerden çok daha ekonomiktir.

Basınçlı dökümde tavizler olmadan olmaz. Sınırlamalarını anlamak, projeniz için doğru süreç olup olmadığını belirlemenize yardımcı olur.
Tek bir alüminyum basınçlı döküm kalıbının maliyeti her yerde olabilir 10.000 Dolardan 100.000 Dolara kadar karmaşıklığına bağlı olarak. Bu, basınçlı dökümü prototipler veya çok düşük üretim hacimleri için kötü bir seçim haline getirir.
Basınçlı döküm demir dışı metallerle sınırlıdır. Çelik ve demir, yüksek erime noktaları çelik kalıplara zarar vereceğinden basınçlı döküm yapılamaz. Projeniz demirli metal gerektiriyorsa, hassas döküm veya kum dökümü gibi alternatif işlemler dikkate alınmalıdır.
Enjeksiyon sırasında kalıp boşluğunda hava sıkışabilir ve iç gözeneklilik meydana gelebilir. Bu, mekanik mukavemeti tehlikeye atabilir ve vakum destekli döküm veya diğer tekniklerle kontrol edilmediği sürece parçayı basınca dayanıklı uygulamalar için uygunsuz hale getirebilir.
Çoğu basınçlı döküm makinesi yaklaşık olarak 25 kg . Çok büyük bileşenler kum dökümü veya diğer yer çekimine dayalı işlemlerle daha iyi işlenir.
Çelik kalıplar, özellikle yüksek sıcaklık alaşımlarında zamanla aşınır. Boyutsal doğruluğu korumak ve kalıp ömrünü uzatmak için uygun bakım programları gereklidir - genellikle 100.000 ila 500.000 çekim Malzemelere ve proses parametrelerine bağlı olarak.
Çin Basınçlı Döküm Kalıp Üreticisi ve Özel Basınçlı Döküm Kalıp Fabrikası olarak Ningbo Jieda Kalıplama ve Makine Co., Ltd., farklı parça geometrilerine, malzemelerine ve hacim gereksinimlerine uyacak kapsamlı bir döküm işlemleri yelpazesi sunar.
En yaygın döküm yöntemi. Erimiş metal, 25.000 psi , mükemmel yüzey kalitesine sahip yoğun, hassas parçalar üretir. Jieda, Hong Kong Lijin makinelerini şu tarihten itibaren işletiyor: 200T'den 1600T'ye Çok çeşitli parça boyutlarına uyum sağlamak için sıkma kuvveti.
Metal, düşük basınç kullanılarak kalıbın içine yukarı doğru itilir (tipik olarak 0,7–1,0 bar ), metal akışının daha iyi kontrol edilmesine ve türbülansın azaltılmasına olanak tanır. Bu yöntem özellikle daha yüksek mekanik özellikler ve daha düşük gözeneklilik gerektiren yapısal parçalar için uygundur.
Düşük hacimli üretim veya kalıcı takımlamanın maliyet açısından uygun olmadığı büyük, karmaşık geometriler için ekonomik bir seçim. Kum kalıpları bir desenden oluşturulur ve her dökümden sonra atılır, bu da bu yöntemi oldukça esnek hale getirir.
Balmumu deseni seramik kabuk malzemesiyle kaplanır, ardından eritilerek kesin bir boşluk bırakılır. Hassas döküm, genellikle havacılık bileşenleri, tıbbi cihazlar ve karmaşık endüstriyel parçalar için kullanılan olağanüstü yüzey detayına ve doğruluğuna sahip parçalar üretir.
Erimiş metal, basınç yerine yerçekimi kullanılarak kalıcı bir metal kalıba dökülür. Bu, yüksek basınçlı dökümden daha düşük gözeneklilik sağlar ve daha yoğun, yapısal olarak zorlu parçaların orta hacimli üretimi için çok uygundur.

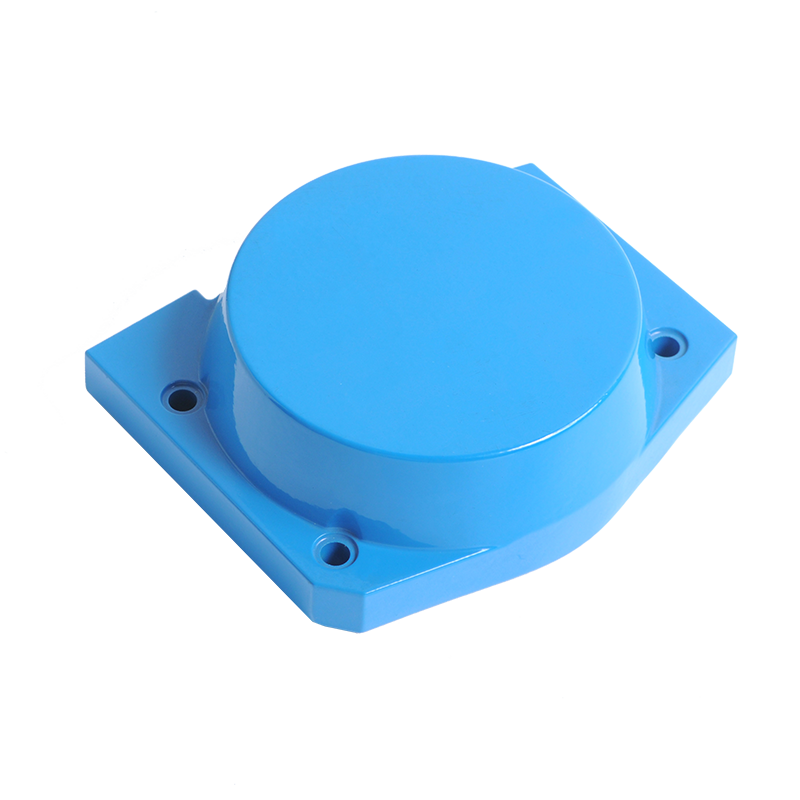
Ham basınçlı döküm parçaları genellikle kullanıma hazır hale getirilmeden önce yüzey işlemi veya ikincil işlem gerektirir. Yaygın bitirme işlemleri şunları içerir:
Jieda, otomotiv, motor, pnömatik, iletişim ve yeni enerji sektörlerindeki müşterilere kullanıma hazır bileşenler sunarak döküm operasyonlarının yanı sıra tam hizmet yüzey işleme ve son işlem hizmetleri de sunuyor.
Basınçlı döküm, yüksek hacimli metal bileşenler gerektiren neredeyse tüm büyük endüstrilerde kullanılmaktadır. Anahtar uygulama alanları şunları içerir:
| Endüstri | Tipik Döküm Parçaları | Ortak Malzeme |
|---|---|---|
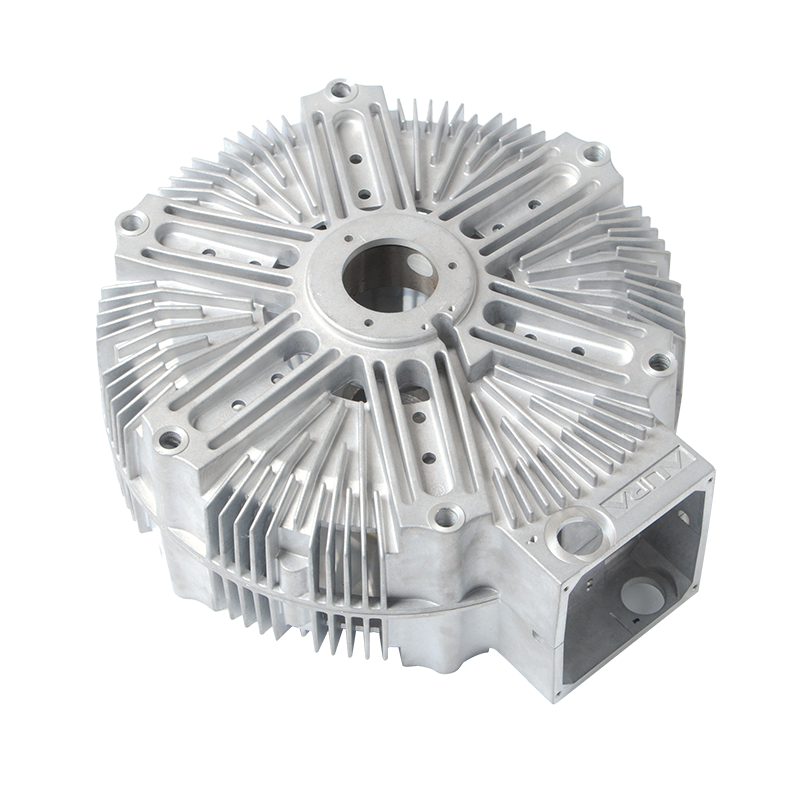
| Otomotiv | Motor gövdeleri, şanzıman kutuları, braketler | Alüminyum, Magnezyum |
| Elektrik Motorları | Uç korumaları, muhafazalar, rotor çerçeveleri | Alüminyum |
| Pnömatik | Valf gövdeleri, silindir gövdeleri | Alüminyum, Zinc |
| Telekomünikasyon | Muhafazalar, ısı emiciler, anten bileşenleri | Alüminyum, Zinc |
| Yeni Enerji / Fotovoltaik | İnverter muhafazaları, montaj çerçeveleri | Alüminyum |
| Aydınlatma | LED muhafazaları, lamba gövdeleri, ısı emiciler | Alüminyum |
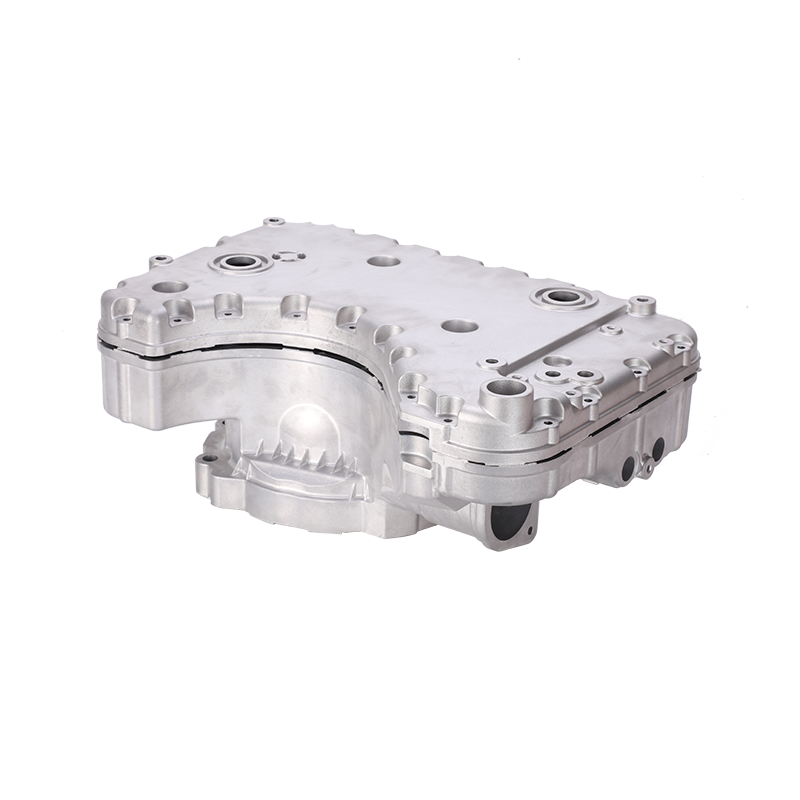
| Redüktörler / Redüktörler | Redüktör muhafazaları, dişli kutuları | Alüminyum |

1987 yılında kurulan Ningbo Jieda Molding & Machine Co., Ltd. merkezi Beilun, Ningbo'da bulunan, "Çin'deki Basınçlı Döküm Kalıplarının Memleketi" olarak tanınan ulusal bir yüksek teknoloji kuruluşudur. 35 yılı aşkın tecrübesiyle Jieda, her projeye derin teknik uzmanlık ve kanıtlanmış üretim ölçeğinin bir kombinasyonunu getiriyor.
Temel yetenekler ve kimlik bilgileri şunları içerir:
Jieda'nın Beilun'daki konumu aynı zamanda doğrudan lojistik avantajlar da sağlıyor; Beilun Limanı ve Hangzhou-Ningbo Ekspres Yolu — küresel müşterilere hızlı ve güvenilir uluslararası nakliye olanağı sağlıyor.
Projeniz şu kriterleri karşılıyorsa basınçlı döküm doğru seçimdir:
Hacimleriniz düşükse, parçanız çok büyükse veya demirli malzemeye ihtiyacınız varsa kum döküm veya hassas döküm gibi alternatif döküm yöntemleri daha uygun olabilir. Jieda'nın mühendislik ekibi, özel gereksinimlerinizi değerlendirebilir ve ister yüksek basınçlı döküm, ister düşük basınçlı döküm, yerçekimi dökümü veya tamamen başka bir yöntem olsun, en uygun prosesi önerebilir.
Bugün Jieda ile iletişime geçin projenizi görüşmek ve otuz yılı aşkın hassas döküm uzmanlığıyla desteklenen özel bir çözüm almak için.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo