Teklif Alın
1. Yüksek malzeme kullanımı ve hafiflik
döküm erimiş alüminyum alaşımını kalıp boşluğuna yüksek hızda enjekte ederek neredeyse %100 dolum sağlar, boş atık miktarını en aza indirir ve yüksek malzeme kullanımı sağlar.
Geleneksel döküm veya damgalama ile karşılaştırıldığında basınçlı dökümler, eşit duvar kalınlığı sunarak parça ağırlığını önemli ölçüde azaltırken gücü korur ve modern dişli kutularının hafiflik gereksinimlerini karşılar.
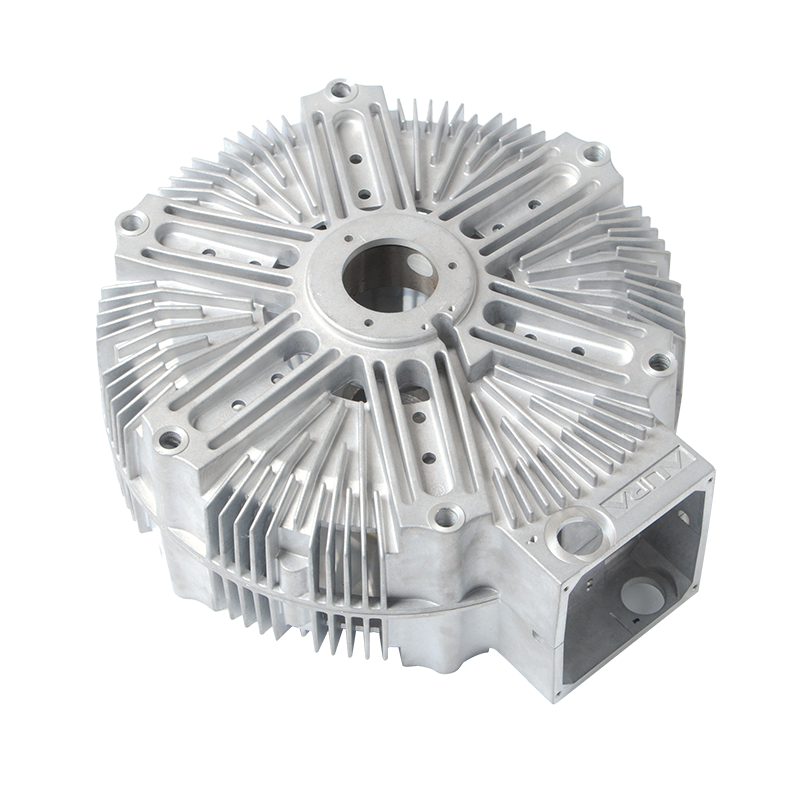
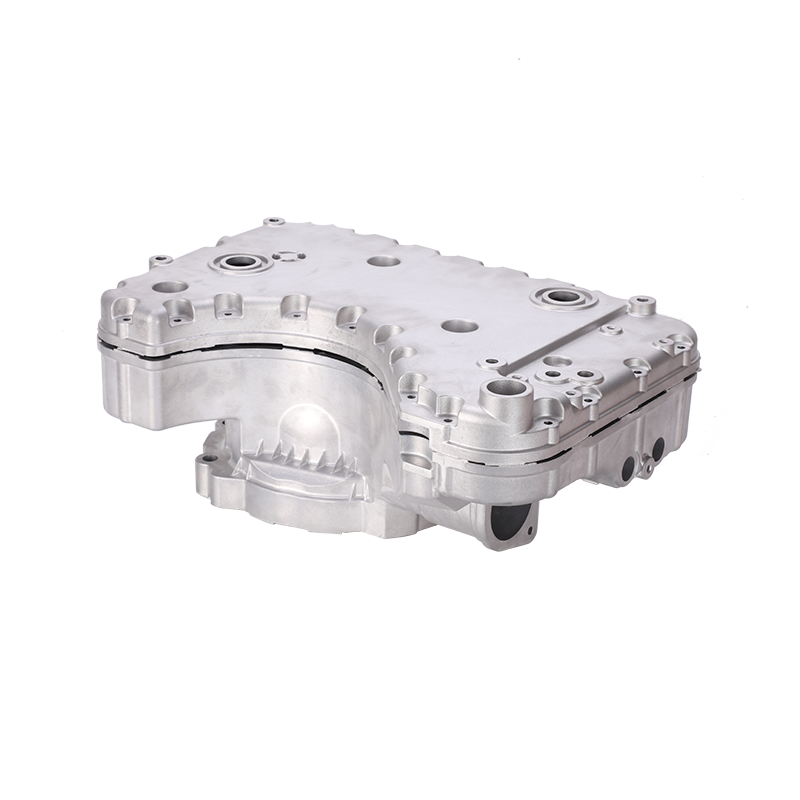
2. Tek bir kalıplama işleminde elde edilen karmaşık yapılar
CAD/CAE kullanan hassas kalıp tasarımı sayesinde basınçlı döküm, birden fazla delik, nervür, diş gibi karmaşık geometrileri ve tek bir işlemde deliklerin yerini tespit ederek daha sonraki ikincil işleme ihtiyacını ortadan kaldırabilir.
Bu özellikle dahili yağ geçişleri, ısı dağıtım kanalları ve dişli kutusu dökümlerindeki montaj konumlandırma yapıları için kritik öneme sahiptir ve ürün entegrasyonunu artırır.
3. Yüksek üretim verimliliği ve maliyet avantajları
Otomatik basınçlı döküm makineleri kısa çevrim süreleri (genellikle parça başına 30-60 saniye) sunarak yüksek hacimli sürekli üretime olanak tanır. Üretim arttıkça parça başına maliyet önemli ölçüde azalır. Minimal manuel müdahale ve uzun kalıp ömrü (onbinlerce çevrime kadar), Şanzıman Muhafazaları Basınçlı Döküm'ü küresel pazarda oldukça rekabetçi kılmaktadır.
4. Mükemmel Mekanik Özellikler
Alüminyum alaşımlı dökümler mükemmel güç, sağlamlık ve ısı direnci sunarak şanzımanların yüksek hızlı, yüksek yüklü çalışma gereksinimlerini karşılar.
Daha sonraki ısıl işlem ve yüzey işlemi, bunların sertliğini ve korozyon direncini daha da artırarak uzun süreli güvenilir çalışmayı garanti edebilir.
Mukavemet ve korozyon direncini arttırmak için ısıl işlemler veya yüzey işlemleri nasıl yapılır?
1. Solüsyon Tedavisi Yapay Yaşlandırma (T6 Sistemi)
Basınçlı döküm, alaşımın çözelti sıcaklığına (yaklaşık 530°C) kadar ısıtılır, belirli bir süre tutulur ve daha sonra iç döküm gerilimlerini ortadan kaldırmak ve yapıyı homojenleştirmek için hızla soğutulur.
Daha sonra 150–200°C'de yapay yaşlandırma, çökeltilen fazı eşit şekilde dağıtarak akma mukavemetini ve çekme mukavemetini önemli ölçüde artırır. 2. Karbonlama veya Nitrürleme Yüzey Sertleştirme
Karbon veya nitrojen, düşük sıcaklıkta karbürleme veya nitrürleme atmosferinde basınçlı döküm parçasının yüzeyine sızarak sert bir karbürlenmiş katman oluşturur.
Karbürlenmiş katman kalınlığı kontrol edilebilir (tipik olarak 0,1–0,3 mm), bu da yüzey sertliğini ve aşınma direncini önemli ölçüde artırır. Yüksek sürtünmeye maruz kalan dişli kutusu gövdeleri için uygundur.
3. Eloksal (Sert Anodik)
Elektroliz yoluyla alüminyum alaşımının yüzeyinde yoğun bir alüminyum oksit filmi (10-25 µm kalınlığında) oluşturulur. Bu film serttir, aşınmaya dayanıklıdır ve iyi elektrik yalıtım özelliklerine sahiptir.
Eloksal aynı zamanda çeşitli dekoratif renkler sunarak ürünün görünümünü iyileştirirken korozyon direncini de arttırır.
4. Korozyon Önleyici Kaplama (Fosfatlama, Boyama, Toz Boya)
Fosfatlama, metal yüzey üzerinde tekdüze bir fosfat filmi oluşturarak sonraki kaplamaların yapışmasını iyileştirir ve ilk pas korumasını sağlar.
Boyama veya toz kaplama, yüzeyde yoğun bir organik koruyucu katman oluşturarak nemi ve aşındırıcı maddeleri bloke ederek, döküm dişli kutusu muhafazalarının servis ömrünü uzatır.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo