Teklif Alın
Modern endüstriyel üretimde, Motor Parçaları Basınçlı Döküm geleneksel döküm süreçlerinden yüksek hassasiyetli, yüksek verimli bir üretim teknolojisine dönüştü. Şu anda, küresel motor parçaları basınçlı döküm pazarı yıllık bileşik büyüme oranıyla genişliyor. %5,8 pazar büyüklüğünün aşılması öngörülüyor 42 milyar ABD doları Basınçlı döküm teknolojisi, yalnızca motor parçalarının yoğunluğunu ve boyutsal doğruluğunu önemli ölçüde artırmakla kalmaz, aynı zamanda hurda oranlarını da aşağıdakilerin altında kontrol eder: %1,5 Otomatik üretim sayesinde motor üretimi tedarik zincirinde yeri doldurulamaz bir anahtar halka haline geliyor.
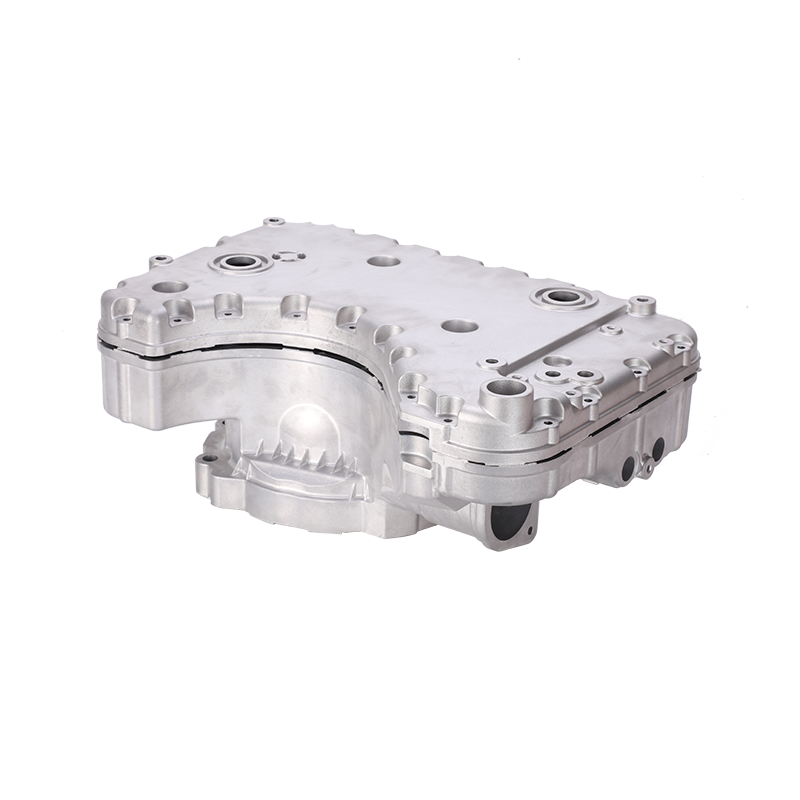
Üreticiler için gelişmiş basınçlı döküm süreçlerinde uzmanlaşmak, ürün kalitesinde, üretim maliyetlerinde ve teslimat döngülerinde üçlü avantaj elde etmek anlamına gelir. Örnek olarak alüminyum alaşımlı motor muhafazaları ele alındığında, yüksek basınçlı dökümün benimsenmesinden sonra duvar kalınlığı aşağıdakilere indirilebilir 2,5 mm ağırlık daha fazla azalır %30 ve ısı yayılım verimliliği şu şekilde artar: %20 —bu performans göstergeleri, yeni enerji araçlarında ve endüstriyel otomasyon uygulamalarındaki motorların rekabet gücünü doğrudan belirler.
Motor parçalarının üretim süreci üç temel aşamadan geçmiştir. İlk aşama, kalıbı doldurmak için erimiş metalin kendi ağırlığına dayanan yerçekimi dökümüdür. Basit yapılara ve daha düşük hassasiyet gereksinimlerine sahip parçalar için uygundur ancak yüksek gözeneklilik oranlarına ve zayıf yüzey pürüzlülüğüne sahiptir. İkinci aşama, erimiş metalin hava basıncıyla düzgün bir şekilde kalıba itildiği ve gözenekliliğin azaltıldığı düşük basınçlı dökümdür. %3-%5 , ancak yine de hassas motor parçaları gerekliliklerini karşılayamıyoruz.
Mevcut ana yüksek basınçlı döküm teknolojisi olan üçüncü aşama, enjeksiyon basınçlarına ulaşıyor. 30-150MPa . Erimiş metal, yüksek basınç altında kalıp boşluğunu hızla doldurur ve soğuma süreleri kısalır. 3-8 saniye ve üretim döngüleri ulaşıyor Atış başına 30-60 saniye . Örnek olarak motor uç kapakları alınırsa, yüksek basınçlı döküm ürünleri boyutsal toleransları kontrol edebilir. ±0,05 mm , yüzey pürüzlülüğü Ra değerleri aşağıda 1,6μm Motor montajı için hassas uyum gereksinimlerini tam olarak karşılar.
Sektör şu anda akıllı basınçlı döküm hücrelerine geçişi hızlandırıyor. Eksiksiz bir akıllı döküm sistemi, gerçek zamanlı sıcaklık izlemeyi, basınç eğrisi analizini ve robotik otomatik parça çıkarmayı entegre eder. Veriler, akıllı sıcaklık kontrol sistemlerinin kullanılmaya başlanmasının ardından alüminyum sıvı sıcaklık dalgalanmalarının ±15°C'den ±3°C . Boyutsal kararlılıkta ortaya çıkan iyileşme, sonraki işleme paylarını şu şekilde azaltır: %40 parça başına işleme maliyetlerini azaltarak %12-%18 .
Motor parçaları dökümünde kalite kontrolü, çoklu proses parametrelerinin hassas bir şekilde düzenlenmesine bağlıdır. Aşağıdaki tablo, farklı parametre ayarlarının tipik kusurları nasıl etkilediğini karşılaştırmaktadır:
| Proses Parametresi | Önerilen Aralık | Birincil İlişkili Kusurlar | Etki Düzeyi |
|---|---|---|---|
| Alüminyum Sıvı Sıcaklığı | 660-720°C | Soğuk kapatmalar, lehimleme | Yüksek |
| Kalıp Sıcaklığı | 180-260°C | Gözeneklilik, sıcak çatlaklar | Yüksek |
| Enjeksiyon Hızı | 2-6 m/sn | Hava sıkışması, oksit kalıntıları | Orta-Yüksek |
| Yoğunlaştırma Basıncı | 30-80MPa | Büzülme gözenekliliği, yetersiz yoğunluk | Yüksek |
| Bekleme Süresi | 3-10 saniye | Büzülme gözenekliliği, boyutsal sapma | Orta |
Tabloda gösterildiği gibi, alüminyum sıvı sıcaklığı, kalıp sıcaklığı ve yoğunlaştırma basıncı motor parçalarının basınçlı döküm kalitesini etkileyen üç temel parametredir. Kalıp sıcaklığının altına düştüğünde motor gövdesi dökümünü örnek olarak alırsak 180°C , soğuk kapatma kusur oranları yükseliyor %8 ; Yoğunlaştırma basıncı yetersiz olduğunda 30 MPa , iç büzülme gözenekliliği aşılabilir %5 Motorun sızdırmazlık performansını ve ısı dağıtım verimliliğini ciddi şekilde etkiler.
Motor parçaları basınçlı döküm alanında alüminyum alaşımları, %85 ADC12 ve A380 en yaygın kullanılan iki kalite olmak üzere pazar payına sahiptir. ADC12'nin silikon içeriği vardır %9,6-%12,0 ince duvarlı, karmaşık motor uç kapakları ve bağlantı kutularının imalatına uygun mükemmel akışkanlık sunar; A380'in bakır içeriği %3,0-%4,0 , çekme mukavemetine ulaşan 320 MPa Bu da onu yüksek mekanik yüklere maruz kalan motor braketleri ve tabanları için daha uygun hale getirir.
Ancak geleneksel alüminyum alaşımları termal iletkenlik açısından darboğazlarla karşı karşıyadır. Saf alüminyumun termal iletkenliği 237 W/(m·K) ADC12 yaklaşık olarak düşerken 96 W/(m·K) Yüksek silikon içeriği nedeniyle. Yeni enerjili araç tahrik motorlarının yüksek ısı dağılımı taleplerini karşılamak için endüstri, termal iletkenliği arttırabilen düşük silikonlu, yüksek termal iletkenliğe sahip alüminyum alaşımlarını teşvik ediyor. 150-170 W/(m·K) Yeterli döküm akışkanlığını korurken.
Magnezyum alaşımı yoğunluğu yalnızca %64 alüminyum alaşımından yapılmıştır (1,81 g/cm³ vs 2,71 g/cm³), motor hafiflemesinde muazzam bir potansiyel göstermektedir. AZ91D magnezyum alaşımından döküm motor gövdeleri %25-%30 Alüminyum versiyonlardan daha hafiftir ve spesifik dayanıklılık (mukavemet-yoğunluk oranı) çok daha fazla artar %15 . Şu anda, magnezyum alaşımlı döküm motor parçaları, bazı üst düzey elektrikli el aletlerinde ve drone motorlarında toplu uygulamalara ulaşmış olup, yıllık büyüme oranları %12 .
Basınçlı döküm kalıpları, motor parçaları kalitesini belirleyen ilk geçidi temsil eder; tasarım hassasiyeti ve hizmet ömrü, üretim maliyetlerini ve ürün tutarlılığını doğrudan etkiler. Motor mahfazası basınçlı döküm kalıbı için boşluk yüzey pürüzlülüğü aşağıda kontrol edilmelidir Ra 0,4μm , montaj boşluğu hassasiyetine ulaşma ile 0,02 mm seviye.
Kalıp çeliği seçimi de aynı derecede önemlidir. Mükemmel termal yorulma direncine sahip H13 sıcak iş takım çeliği, sertliği tipik olarak kontrol edilen motor parçaları basınçlı döküm kalıpları için ana malzeme haline geldi. HRC 44-48 . Normal kullanım ve bakım koşullarında bir H13 kalıbı tamamlanabilir 80.000-120.000 basınçlı döküm çevrimleri. Gelişmiş yüzey nitrürleme teknolojisi sayesinde kalıp ömrü 150.000 döngü atış başına kalıp amortisman maliyetini azaltarak %35 .
Yolluk tasarımı kalıp mühendisliğinde temel bir teknolojidir. Eşit olmayan duvar kalınlığına sahip motor uç kapakları için, fan kapıları ile kombine yerel yoğunlaşma prosesler erimiş metalin boşluk doldurma işlemini tamamlamasını sağlar 0,3 saniye girdap hava sıkışmasını etkili bir şekilde önler. Gerçek üretim verileri, optimize edilmiş yolluk tasarımının gözeneklilik kusur oranlarını azaltabildiğini göstermektedir. %4,2 aşağıya %1,1 .

Motor parçalarında dahili kusur tespiti öncelikle X-ışını incelemesine ve endüstriyel CT teknolojisine dayanır. Yeni enerji taşıt tahrik motoru muhafazaları için endüstri standardı kalite kriterleri şunlardır: bireysel gözenek çapının aşılmaması 1,0 mm ve toplam gözenek alanı şundan daha azını hesaba katıyor: %2 kesit alanı. Yüksek çözünürlüklü endüstriyel CT (çözünürlük 5μm ) etkinleştirir %100 Basınçlı döküm üretim döngüleri ile senkronize edilmiş denetim döngüleri ile hat içi denetim, sıfır kusurdan kaçış sağlar.
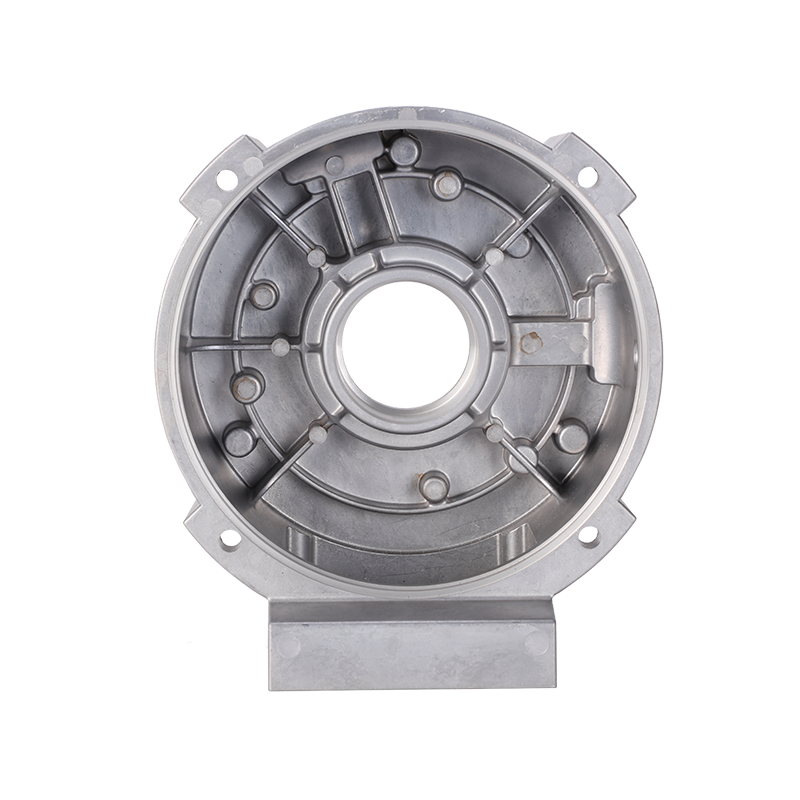
Döküm motor parçaları, nihai montaj boyutlarına ulaşmak için genellikle hassas işleme gerektirir. Örnek olarak motor yatak muhafazaları ele alındığında, döküm boşlukları rezervi 0,8-1,2 mm işleme payı ve CNC işleminden sonra yuvarlaklık toleransı kontrol edilir 0,01 mm , yüzey pürüzlülüğü Ra'nın altında 0,8μm Rulman sıkı geçmelerine ilişkin hassasiyet gereksinimlerini karşılar.
Yüzey işlemi için motor gövdeleri genellikle anotlama veya elektroforetik kaplama işlemlerini kullanır. Eloksallı film kalınlığı kontrol edilir 8-15μm , yüzey sertliğini yukarıya çıkarmak YG 300 Mükemmel yalıtım ve korozyon direnci sağlarken. Dış mekanda kullanılan motor parçaları için tuz püskürtme testi gereklilikleri aşılmaktadır 500 saat Kızıl pas olmadan, basınçlı döküm yoğunluğu ve yüzey işleme süreçlerinde iki zorluk ortaya çıkar.
Motor parçaları basınçlı döküm endüstrisi üç önemli trendle karşı karşıyadır:
Üreticiler için bu trendleri ele almak, ekipman yükseltmelerine, malzeme AR-GE'sine ve dijitalleşmeye senkronize yatırım yapılmasını gerektiriyor. Yukarıdaki büyük basınçlı döküm makineleriyle donatılmış işletmeler 800 ton , geri dönüştürülmüş alüminyum arıtma teknolojisinde uzmanlaşmak ve eksiksiz süreç veritabanları oluşturmak, önümüzdeki dönemde önemli pazar rekabet avantajları elde edecektir. 3-5 yıl .
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo