Basınçlı Döküm Kalıbı Nedir?
bir döküm kalıbı erimiş metali yüksek basınç altında (tipik olarak 1.500 ila 25.000 psi) karmaşık, net şekilli bileşenlere ±0,002 inç (±0,05 mm) kadar sıkı toleranslarla şekillendiren hassas mühendislik ürünü bir metal alettir. Parça kalitesini, boyutsal doğruluğu ve üretim verimliliğini belirleyerek basınçlı döküm makinesi ile nihai ürün arasında kritik bir arayüz görevi görür.
Kum döküm veya hassas dökümden farklı olarak basınçlı döküm kalıpları yeniden kullanılabilir aletlerdir üretebilecek 100.000 ila 1.000.000 çekim bağlı olarak değiştirme gerekmeden önce malzeme ve tasarım. Kalıp, istenen parça geometrisine uygun bir boşluk oluşturacak şekilde birbirine yakın olan iki yarıdan (sabit kapak kalıbı ve hareketli ejektör kalıbı) oluşur.
Temel Özellikler
- Malzeme: H13 (1.2344), 8407 veya DIEVAR gibi birinci sınıf takım çelikleri, optimum sertlik ve tokluk dengesi için 44-48 HRC'ye kadar ısıl işleme tabi tutulmuştur.
- Çalışma Sıcaklığı: Boşluk yüzey sıcaklıkları alüminyum için 300°F ila 500°F (150°C ila 260°C) arasında ve çinko alaşımları için 700°F (370°C) kadar değişir.
- Çevrim Süresi: Tipik üretim döngüleri 30 saniye ile 2 dakika arasında değişir ve günde 500-2.000 çekimlik yüksek hacimli üretime olanak tanır.
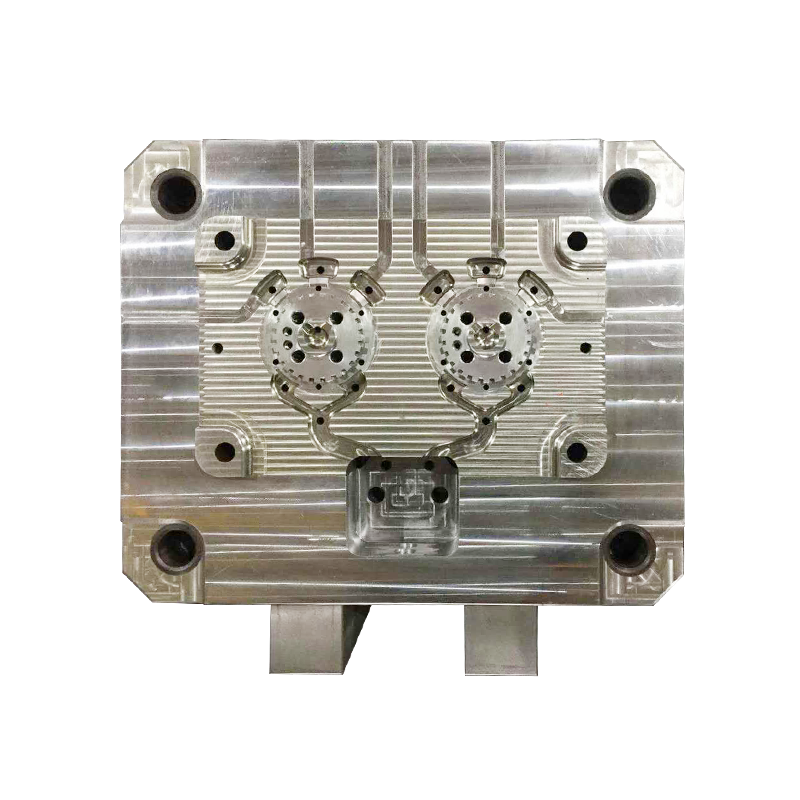
Basınçlı Döküm Kalıbının Temel Yapısal Bileşenleri
Basınçlı döküm kalıbının işlevsel bütünlüğü, uyum içinde çalışan altı temel bileşen sistemine dayanır. Her bileşen, yüksek basınçlı metal enjeksiyonunun doğasında olan belirli termal, mekanik ve operasyonel zorlukları ele alır.
| Bileşen | İşlev | Kritik Özellikler |
|---|---|---|
| Boşluk ve Çekirdekler | Parça geometrisini ve dahili özellikleri tanımlayın | Tolerans: ±0,001 inç; Yüzey kalitesi: 16-32 μin Ra |
| Yolluk Burcu | Erimiş metali makine memesinden kanalize edin | 50-52 HRC'ye kadar sertleştirilmiş; 3-5° taslak açısı |
| Koşucu Sistemi | Metali boşluk kapılarına dağıtın | Trapez kesiti; Hız: 30-60 m/s |
| Soğutma Kanalları | Termal dengeyi ve katılaşmayı düzenler | Çap: 8-12 mm; Boşluktan uzaklık: 1,5-3× çap |
| İtici Sistemi | Katılaşmış dökümü kalıptan çıkarın | Pim çapı: 3-8mm; 1-3° konik; 20-30 pin tipik |
| Havalandırma Sistemi | Havayı dışarı atın ve gaz gözenekliliğini önleyin | Derinlik: 0,05-0,15 mm; Toplam havalandırma alanı: Kapı alanının %20-30'u |
Termal Yönetim Mimarisi
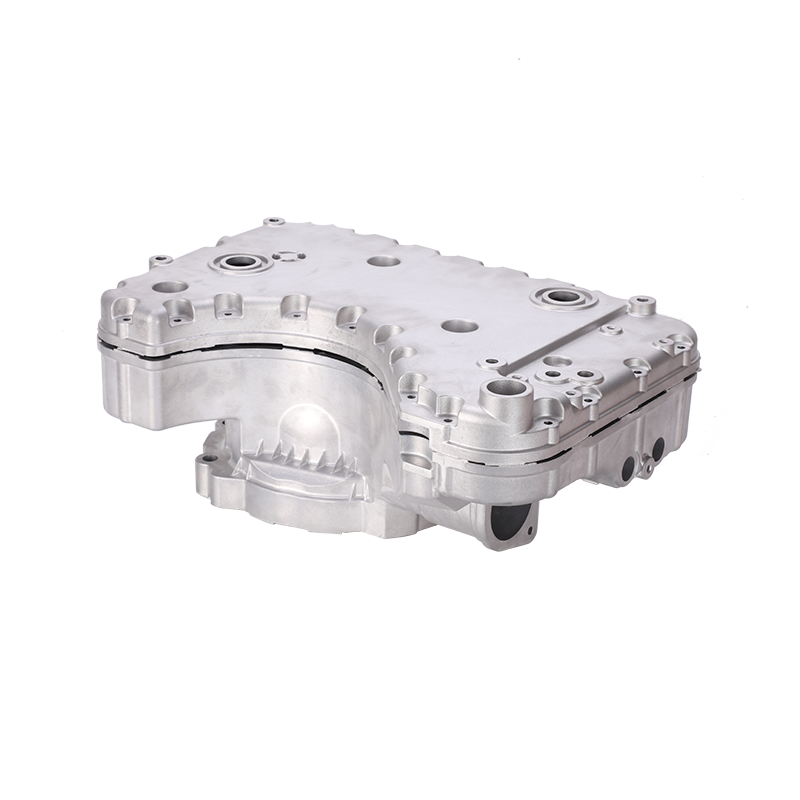
Soğutma kanalı ağı en karmaşık tasarım zorluğunu temsil eder. Uygun olmayan soğutma, kalıpla ilgili kalite kusurlarının %60-70'ine neden olur. Modern kalıplar, boşluk konturlarını takip eden uyumlu soğutma kanalları kullanır ve geleneksel düz delikli kanallara kıyasla çevrim sürelerini %20-40 azaltır. Örneğin, konformal soğutmalı bir şanzıman mahfazası kalıbı, boyut tutarlılığını %35 artırırken çevrim süresini 85 saniyeden 52 saniyeye düşürdü.
Yaygın Kusurlar ve Sorun Giderme
birpproximately 85% of die casting defects originate from mold-related issues rather than machine parameters or material quality. Temel nedenleri anlamak, hızlı teşhis ve düzeltici eyleme olanak sağlar.
Gözeneklilik ve Gaz Tutulması
Hacimce %3-5'i aşan gözeneklilik seviyeleri tipik olarak parçaları yapısal uygulamalar için kabul edilemez hale getirir. Temel nedenler arasında yetersiz havalandırma (havalandırma deliklerinin yağlayıcı kalıntısı veya alüminyum birikmesiyle tıkanması), türbülansa neden olan aşırı enjeksiyon hızı ve hava cepleri oluşturan zayıf geçit tasarımı yer alır. Sorun giderme adımları: havalandırma derinliğini 0,10-0,15 mm'ye artırın, boşluk doldurma aşamasında piston hızını 4 m/s'den 2,5 m/s'ye düşürün ve hava bölgelerinin sıkışmasını önlemek için kapıların yerini değiştirin.
Soğuk Kapatma ve Akış İşaretleri
İki metal cephe füzyon sıcaklığının altında buluştuğunda soğuk kapanma meydana gelir (alüminyum için yaklaşık 1.100°F/593°C). Kalıp sıcaklığının 28°C (50°F) kadar arttırılması genellikle parametre değişikliği olmadan soğuk kapatmaları ortadan kaldırır. Soğutma kanallarının boşluk yüzeyi boyunca ±5°F (±3°C) homojenliği koruduğundan emin olun. Akış işaretleri erken katılaşmayı gösterir; çözümler arasında metal sıcaklığının 25-50°F (14-28°C) kadar artırılması veya kapı kalınlığının 0,5-1,0 mm kadar büyütülmesi yer alır.
Boyutsal Yanlışlık
Alüminyum alaşımları katılaşma sırasında %4,5-5,5 oranında büzülür; çinko alaşımları %0,6-0,8 oranında küçülür. Kalıp tasarımcıları, alaşım bileşimine göre hassas bir şekilde kalibre edilmiş büzülme paylarını telafi etmelidir. Örneğin A380 alüminyum %5,0 doğrusal büzülme telafisi gerektirirken Zamak 3 çinko yalnızca %0,7 gerektirir. Üretim sırasındaki boyutsal kayma genellikle termal dengesizliğin göstergesidir; soğutma kanalı akış hızlarının devre başına dakikada 2 galonu (7,6 L/dak) aştığını doğrulayın.
Kalıplarda Neden Çapak ve Çatlaklar Oluşur?
Çapaklar (parlama) ve çatlaklar en maliyetli iki kalıp arızası modunu temsil eder ve plansız kalıp bakımının %45'ini oluşturur. Bunların metalurjik ve mekanik kökenlerini anlamak önleme açısından önemlidir.
Çapak Oluşum Mekanizması
Çapaklar, erimiş metalin eşleşen yüzeyler arasındaki 0,05 mm'yi (0,002 inç) aşan boşluklara nüfuz etmesiyle oluşur. Flaş kalınlığı boşluk boyutuyla birlikte üstel olarak artar: 0,10 mm'lik bir boşluk, 0,05 mm'lik bir boşluktan 4 kat daha kalın flaş üretir. Birincil nedenler şunları içerir:
- Sıkıştırma kuvveti eksikliği: Yetersiz makine tonajı kalıp ayrımına olanak sağlar. Gerekli sıkma kuvveti = öngörülen parça alanı (inç²) × enjeksiyon basıncı (psi) × güvenlik faktörü (1,2-1,5).
- Ayırma hattı aşınması: birfter 50,000-100,000 cycles, parting line surfaces develop micro-erosion from thermal cycling and abrasive metal flow, creating leak paths.
- Termal bozulma: Düzensiz ısıtma, büyük kalıplarda (20 inçten fazla) 0,02-0,08 mm eğilmeye neden olur ve köşelerde boşluklar açar.
Çatlak Yayılım Dinamiği
Isı kontrolü (termal yorulma çatlaması), yüksek ısı bölgelerinde 5.000-20.000 döngüden sonra başlar ve 1.000 döngü başına 0,1-0,5 mm hızla yayılır. Mekanizma döngüsel termal gerilimleri içerir: boşluk yüzeyleri enjeksiyon sırasında 600-800°F'ye (315-427°C) kadar ısıtılır, ardından soğutma sırasında 300-400°F'ye (150-200°C) söndürülür. Bu 300-400°F sıcaklık salınımı, ısıtma sırasında basınç stresine ve soğutma sırasında çekme stresine neden olarak malzemenin yorulma sınırını aşar.
Çatlak konumları şu noktalarda yoğunlaşır:
- Keskin iç köşeler (gerilim konsantrasyon faktörü K t > 3.0)
- 30-60 m/s hızında doğrudan erimiş metal çarpmasına maruz kalan kapı alanları
- Hızlı ısı tahliyeli ince duvarlı bölümler (<3 mm)
- İtici pim delikleri stresi artırıyor
Basınçlı Döküm Kalıbının Hizmet Ömrünü Uzatma
Kapsamlı ömür uzatma stratejilerinin uygulanması kalıp ömrünü 100.000 atıştan 300.000 atışa çıkararak parça başına takımlama maliyetlerini %60-70 oranında azaltabilir.
Malzeme Seçimi ve Isıl İşlem
Elektro-cüruf yeniden eritme (ESR) özellikli birinci sınıf H13 çelik, metalik olmayan kalıntıları %90 oranında azaltır, çatlak başlangıç ömrünü %40 uzatır. %12-14 tutulan ostenit ile 46-48 HRC sertliğe ulaşmak için ısıl işlemi optimize edin Optimum dayanıklılık için. 0,15-0,25 mm derinliğe kadar iyon nitrürleme, yüzey sertliğini 65-70 HRC'ye yükseltir ve sünek alt tabakayı korurken erozyona karşı direnç gösterir.
Termal Yönetim Protokolleri
Kapalı döngü soğutma kontrolünü kullanarak kavite yüzey sıcaklığını hedefin ±15°F (±8°C) dahilinde tutun. Darbeli soğutmanın (aralıklı soğutma sıvısı akışı) uygulanması, sürekli akışa kıyasla termal şoku %30 azaltır. İlk termal şoku en aza indirmek için kalıpları üretimden önce 250-350°F'ye (120-175°C) önceden ısıtın; "Soğuk" başlatmak beklenen ömrü %25-30 oranında azaltır.
Bakım ve Yüzey Mühendisliği
Her 10.000-15.000 çekimde bir planlı bakım, ciddi arızaları önler. Temel uygulamalar şunları içerir:
- Çatlak yakalama: 0,5 mm derinliği aşan ısı kontrollü çatlakları taşlayın ve uygun dolgu malzemesi kullanarak TIG kaynağıyla onarın, ardından orijinal temperleme sıcaklığının 25°F (14°C) altında gerilim giderme temperlemesi yapın.
- Yüzey kaplamaları: TiAlN veya CrN'nin (2-4 μm kalınlık) fiziksel buhar biriktirme (PVD) kaplamaları, alüminyum lehimlemeyi %80 azaltır ve cilalama aralıklarını 5.000'den 15.000 çekime uzatır.
- Yağlama optimizasyonu: birpply water-based lubricants at a 1:80-1:120 dilution ratio; excessive lubricant causes buildup and porosity, while insufficient application accelerates erosion.
Uzun Ömürlü Tasarım
Tasarım kararları kalıp ömrü potansiyelinin %70'ini belirler. Kritik yönergeler:
- Tüm iç köşelerde minimum 1,5 mm yarıçapı koruyun (gerilim konsantrasyonunu %60 azaltır)
- Sapmanın neden olduğu parlamayı önlemek için çekirdek uzunluğu-çap oranlarını 4:1 ile sınırlayın
- Yapısal zayıflama olmadan optimum ısı çıkışı için soğutma kanallarını boşluk yüzeyinden 1,5-2,0x çap uzağa konumlandırın
Basınçlı Döküm Kalıpları hakkında SSS
Bir basınçlı döküm kalıbının tipik maliyet aralığı nedir?
Basınçlı döküm kalıp maliyetleri, basit çinko parçalar için 15.000 $'dan, karmaşık otomotiv şanzıman kasaları için 250.000 $'a kadar değişmektedir. Alüminyum kalıplar, daha sağlam yapı gerektiren daha yüksek termal gerilimler nedeniyle genellikle çinko kalıplara göre %20-30 daha pahalıdır. P20 çeliği (H13 yerine) kullanan prototip kalıplar, başlangıç maliyetlerini %40-50 oranında azaltır ancak üretimi 10.000-20.000 atışla sınırlandırır.
Basınçlı döküm kalıbının imalatı ne kadar sürer?
Standart kalıp teslim süreleri 8-16 haftadır, karmaşıklığa bağlı olarak: basit iki plakalı kalıplar 6-8 hafta gerektirirken, karmaşık slaytlar ve sökme mekanizmaları zaman çizelgelerini 14-20 haftaya kadar uzatır. Paralel işleme operasyonlarını kullanan acele programlar, bunu %15-25 maliyet primiyle %30-40 oranında azaltabilir.
Basınçlı döküm kalıpları ilk üretimden sonra değiştirilebilir mi?
Değişiklikler yapılabilir ancak maliyetlidir: boşluk yüzeylerinin kaynaklanması ve yeniden işlenmesi, orijinal kalıp fiyatının %15-25'ine mal olur, slayt eklerken veya ayırma hatlarını değiştirirken genellikle başlangıç maliyetinin %50'sini aşar. Değişime yönelik tasarım (çıkarılabilir kesici uçlar), kalıp maliyetinin %5-10'u oranında geometri güncellemelerine olanak tanır. Ürün yaşam döngüsü boyunca 2-3 mühendislik değişiklik emri (ECO) planlayın.
Geleneksel ve vakumlu basınçlı döküm kalıpları arasındaki fark nedir?
Vakumlu basınçlı döküm kalıpları, <50 mbar boşluk basıncına ulaşabilen kapalı ayırma hatları ve havalandırma sistemleri içerir, Gözenekliliğin %3-5'ten <%1'e düşürülmesi ve ısıl işleme tabi tutulabilen dökümlerin sağlanması. Ek maliyetler arasında vakum valfleri (2.000-5.000 ABD Doları), kapalı ejektör sistemleri ve hassas işleme toleransları (ayrım yüzeylerinde ±0,01 mm) yer alır. Vakumlu kalıplar, T6 ısıl işlemi gerektiren yapısal otomotiv bileşenleri için gereklidir.
Bir kalıbın ömrünün sonuna ulaştığını nasıl belirlersiniz?
Kullanım ömrü sonu kriterleri şunları içerir: tolerans bantlarını aşan boyutsal sapma (tipik olarak ±0,005 inç), kritik alanlarda inç kare başına 5 çatlağı aşan çatlak yoğunluğu veya değiştirme maliyetinin %40'ını aşan onarım maliyetleri. Çoğu kalıp, kullanımdan kaldırılmadan önce 3-5 büyük yenilemeden (kaynak, yeniden işleme, yeniden nitrürleme) geçerek toplam ömrü 500.000 atışa kadar uzatır. Kümülatif onarım maliyetlerini takip edin; yıllık bakım yeni bir kalıbın yıpranmasını aştığında değiştirme ekonomik olarak haklıdır.