Teklif Alın
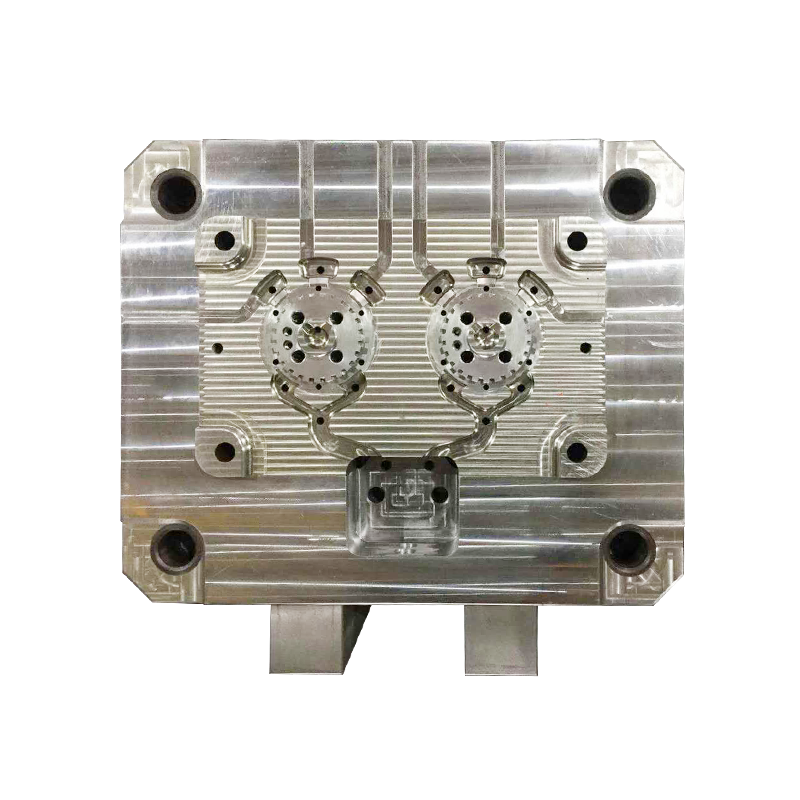
İmalat döküm kalıbı hassas ve karmaşık bir süreçtir. Basitçe söylemek gerekirse, metal parçalar üretmek için erimiş metalle tekrar tekrar doldurulabilen bir "metal kalıp" oluşturulmasını içerir.
Çalışmaya başlamadan önce kalıbın görünümü açıkça tanımlanmalıdır. Tasarımcılar, nihai ürünün şekline göre kalıbın kalıplama kısmını planlayacaklar.
Ayrım hattı seçimi: Parçanın kolayca çıkarılmasını sağlamak için kalıbın nerede "açılacağının" belirlenmesi.
Yolluk sistemi tasarımı: Erimiş metal için bir yol inşa etmek gibi, erimiş metalin kalıba gireceği yolu tasarlamak, her köşeyi hızlı ve eşit bir şekilde doldurmasını sağlamak.
Ejeksiyon sistemi: Parçanın soğuduktan sonra sorunsuz bir şekilde çıkarılmasını sağlamak için ejektör pimlerinin tasarlanması.
Tüm tasarım sürecinde kalıp akış analizi çok önemli bir adımdır. Bu, gerçek üretim başlamadan önce, erimiş metalin kalıp içinde nasıl aktığını görmek için bilgisayarda "sanal prova" yapmak gibidir.
Kalıp Akış Analizi (Bilgisayar Simülasyonu)
Teknisyenler tasarımı tamamlamadan önce basınçlı döküm kalıbının 3 boyutlu modelini simülasyon için özel analiz yazılımına aktaracak.
Doldurma işleminin simüle edilmesi: Bu, erimiş metalin kalıbın içine düzgün bir şekilde akıp akmadığını, belirli köşelere sıkışıp sıkışmadığını veya türbülansın meydana gelip gelmediğini gözlemler. Bu, parçanın eksik dolum veya boşluk gibi kusurlara sahip olup olmayacağını önceden belirlememize yardımcı olur.
Gözeneklilik yerinin tahmin edilmesi: Erimiş metal akarken havayı kalıbın dışına iter. Analiz yoluyla, havanın nereye sıkıştırılacağını tahmin edebiliyoruz, bu da parçanın içindeki rahatsız edici küçük kabarcıkları önlemek için bu konumlarda hassas şekilde havalandırma delikleri oluşturmamıza olanak tanıyor.
Sıcaklık dengesini optimize etme: Bu, sürekli çalışma sırasında kalıbın hangi bölgelerinin özellikle sıcak, hangi bölgelerinin çok soğuk olduğunu analiz eder. Bu sonuçlara dayanarak, tüm basınçlı döküm kalıbının eşit şekilde ısıtılmasını sağlayacak şekilde soğutma suyu borularını yeniden düzenleyebilir, soğuduktan sonra parçanın büzülmesini ve deformasyonunu önleyebiliriz.
Bu adım sayesinde, herhangi bir çeliği veya erimiş metali israf etmeden önce potansiyel sorunları düzeltebilir ve bizi daha sonra tekrarlanan kalıp değişiklikleri zahmetinden kurtarabiliriz.
Basınçlı döküm kalıplarının yüksek sıcaklıktaki erimiş metale (alüminyum alaşımları ve çinko alaşımları gibi) dayanması gerektiğinden, özel ısıya ve basınca dayanıklı çelik kullanılmalıdır.
Malzeme seçimi: Genellikle yüksek mukavemetli kalıp çeliği seçilir.
Kaba işleme: Çelik külçeyi nihai şekle yakın bloklar halinde kesmek için büyük takım tezgahlarının kullanılması, fazla malzemenin çoğunun çıkarılması ve daha sonraki hassas işleme için bir pay bırakılması.
Kaba işlemeden sonra çelik henüz yeterince sert değil.
Yüksek sıcaklıkta ısıtma ve hızlı soğutma işlemi yoluyla çeliğin iç yapısı değiştirilerek çok sert ve aşınmaya dayanıklı hale getirilir, böylece daha sonraki binlerce basınçlı döküm döngüsü sırasında deforme olmaz.
Bu, kalıbın hassasiyetini belirlemede anahtar adımdır.
Hassas frezeleme: Kalıp yüzeyini ince bir şekilde kesmek için daha hassas takım tezgahlarının kullanılması.
Elektrik Erezyon İşleme (EDM): Kesici takımlarla ulaşılamayan derin delikler, dik açılar veya karmaşık küçük desenler için çelik, "aşındırma" gibi elektrot deşarjı kullanılarak önceden belirlenmiş bir şekle işlenir. Bu, karmaşık parçaların imalatında vazgeçilmez bir yöntemdir.
Kalıbın iç duvarı ne kadar pürüzsüz olursa, ortaya çıkan parçaların yüzey kalitesi o kadar iyi olur.
İşçiler, kalıp yüzeyi ayna kadar parlak oluncaya kadar manuel veya mekanik işlemenin bıraktığı alet izlerini parlatmak için aşındırıcılar veya cilalama aletleri kullanırlar. Bu aynı zamanda parçaların üretim sırasında daha kolay kalıptan çıkarılmasına da yardımcı olur.
Kalıp göbeği, kalıp tabanı, kılavuz pimleri, ejektör pimleri ve soğutma suyu boruları da dahil olmak üzere işlenmiş tüm parçaları birleştirin.
Kalıp kapatma denetimi: Üst ve alt kalıp yarımlarının mükemmel şekilde hizalanıp hizalanmadığını kontrol edin.
Su devresi testi: Kalıbın içinde soğutma için kullanılan su borularının tıkalı olmadığından ve sızıntı olmadığından emin olun.
Kalıbın tamamlanması işin bittiği anlamına gelmez; makinedeki birkaç parçaya gerçekten bastırılarak test edilmesi gerekir.
Numune incelemesi: Parçaları hava kabarcıkları, eksik dolum veya boyutsal sapmalar açısından kontrol edin.
İnce ayar: Test örneklerine dayanarak, üretilen parçalar tamamen kalifiye olana kadar son ayarlamalar ve optimizasyon için kalıba geri dönün.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo