Teklif Alın
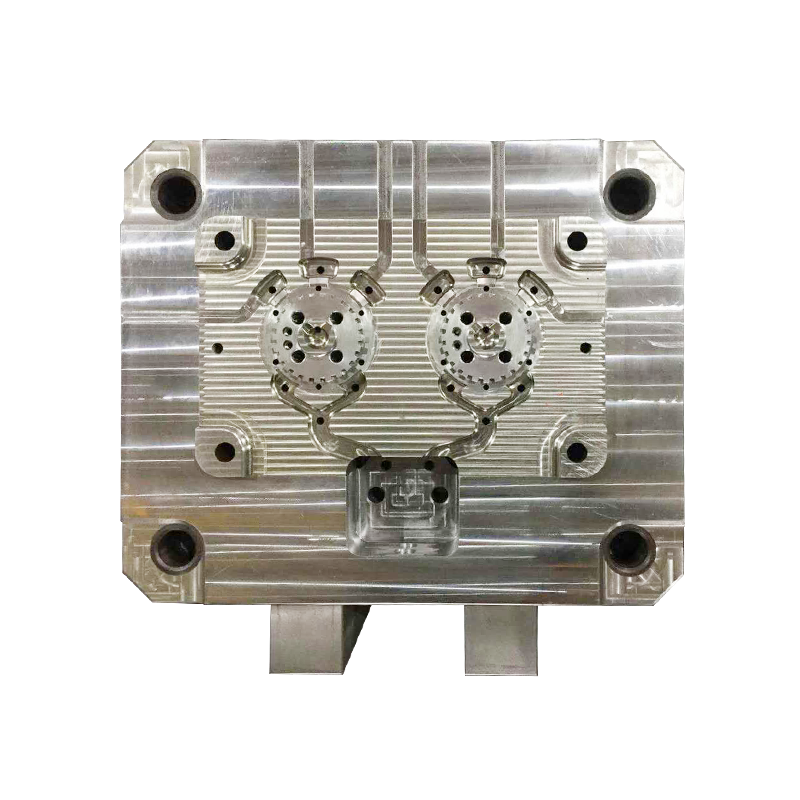
Şanzıman mahfazası döküm karmaşık, hafif ve boyutsal olarak doğru iletim muhafazaları üretmek için erimiş alüminyum alaşımını hassas bir çelik kalıba (kalıp) enjekte eden yüksek basınçlı bir üretim işlemidir. Bu süreç, işleme veya diğer döküm yöntemleriyle elde edilmesi zor veya maliyeti yüksek olan, soğutma kanatçıkları, montaj çıkıntıları ve iç nervür yapıları dahil olmak üzere karmaşık geometrilerin üretilmesine olanak sağlar.
İşlemde tipik olarak, 500 ila 4.000 ton bağlama kuvveti arasında değişen, CNC işlemeden sonra ±0,01 mm'lik sıkı boyut toleranslarını korurken 0,8 ila 1,5 mm kadar ince duvar kalınlıklarına sahip dişli kutusu muhafazaları üretebilen, soğuk hazneli yüksek basınçlı döküm (HPDC) makineleri kullanılır. Çevrim süreleri parça boyutuna bağlı olarak 30 saniye ile 3 dakika arasında değişmektedir; bu da onu yıllık hacimlerin 50.000 adedi aştığı yüksek hacimli otomotiv üretimi için ideal kılmaktadır.
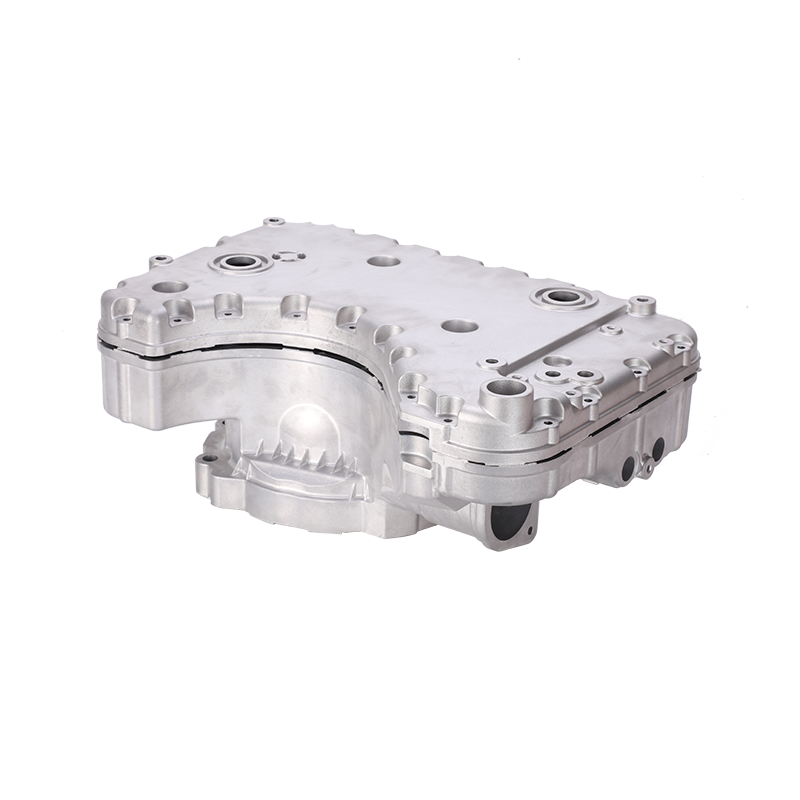
Ortaya çıkan bileşenler, tipik alüminyum döküm dişli kutusu muhafazalarının eşdeğer demir dökümlerden %30-40 daha hafif olması ve 200-500 Nm torkluk çalışma yükleri altında dişli hizalamasını korumak için yeterli sağlamlık sağlamasıyla mükemmel güç-ağırlık oranları sunar.
Alüminyum alaşımlar, her biri belirli operasyonel gereksinimlere uygun farklı performans özellikleri sunan üç ana malzeme seçeneğini temsil eden A380, ADC12 ve A360 ile dişli kutusu muhafazası uygulamalarında hakimdir.
| Alaşım | Silikon İçeriği | Çekme Dayanımı | Temel Özellikler | Birincil Uygulamalar |
|---|---|---|---|---|
| A380 | %7,5–9,5 | 324 MPa | En iyi çok amaçlı alaşım; mükemmel dökülebilirlik ve işlenebilirlik; iyi güç-maliyet oranı | Genel otomotiv muhafazaları, şanzıman kasaları, yapısal braketler |
| ADC12 | %9,6–12,0 | 310 MPa | Üstün akışkanlık; ince duvarlı bölümler için mükemmel (0,6–1,2 mm); yüksek boyutsal kararlılık | Karmaşık elektronik muhafazalar, ince duvarlı iletim bileşenleri, yüksek detaylı parçalar |
| A360 | %9,0–10,0 | 317 MPa | Üstün korozyon direnci; geliştirilmiş basınç sızdırmazlığı; daha iyi yüksek sıcaklık dayanımı | Denizcilik uygulamaları, güç aktarma organları bileşenleri, basınç bütünlüğü gerektiren sızdırmaz muhafazalar |
| A383 | %9,5–11,5 | 310 MPa | Çok ince duvarlı parçalar için geliştirilmiş akışkanlığa sahip modifiye edilmiş A380 | Karmaşık ince duvarlı dişli kutusu muhafazaları |
| A413 | %11,0–13,0 | 295MPa | Mükemmel basınç sızdırmazlığı ve termal iletkenlik | Sıvı taşıyan bileşenler, ısı eşanjörü muhafazaları |
Dişli kutusu mahfazası basınçlı dökümlerinin kalite güvencesi, hem yüzey hem de iç kusurları tespit etmek için görsel, boyutsal ve tahribatsız test (NDT) yöntemlerini birleştiren çok katmanlı bir denetim yaklaşımına dayanır. Dişli kutusu muhafazalarının döngüsel yükleme altında basınç bütünlüğünü ve yapısal güvenilirliği koruması gerektiği göz önüne alındığında, denetim protokolleri tipik olarak kritik güvenlik özellikleri için %99,5'i aşan kusur tespit oranlarına ulaşır.
Alüminyum dişli kutusu mahfazası basınçlı dökümlerindeki gözeneklilik, öncelikle gaz gözenekliliği (kapatılmış hidrojenin neden olduğu 5-50 μm'lik küresel boşluklar) ve büzülme gözenekliliği (katılaşma büzülmesinin neden olduğu 10-200 μm'lik düzensiz boşluklar) olarak kendini gösterir; etkili önleme, eriyik hazırlama, proses kontrolü ve gelişmiş döküm teknolojilerini birleştiren sistem düzeyinde bir yaklaşım gerektirir.
Alüminyum alaşımları dişli kutusu muhafazası üretiminde hakim konumdayken, magnezyum ve çinko alaşımları ağırlık azaltmanın, sönümleme kapasitesinin veya maliyet hususlarının öncelikli olduğu belirli uygulamalar için ilgi çekici alternatifler sunar.
Magnezyum basınçlı dökümler şunları sağlar: Alüminyumdan %33 daha düşük yoğunluk (1,8 g/cm³ ve 2,7 g/cm³) bu da onları her kilogramın menzili etkilediği EV dişli kutuları için çekici kılıyor. AZ91D mükemmel dökülebilirlik ve korozyon direnci sunarken, AM60B çarpışma açısından kritik uygulamalar için üstün süneklik ve darbe direnci sağlar.
Çinko alaşımları olağanüstü akışkanlık sunarak 0,4 mm'ye kadar duvar kalınlıklarına ve minimum taslak açılarıyla karmaşık net şekilli geometrilere olanak tanır. Zamak 3, üstün süneklik (%10 uzama) ile 280 MPa çekme dayanımı sağlar alüminyum dökümlerle karşılaştırıldığında.
| Malzeme | Yoğunluk (g/cm³) | Çekme Dayanımı (MPa) | Maksimum Sıcaklık (°C) | Göreli Maliyet |
|---|---|---|---|---|
| Alüminyum A380 | 2.7 | 324 | 200 | 1,0× (temel) |
| Magnezyum AZ91D | 1.8 | 230 | 120 | 2,5× |
| Çinko Zamak 5 | 6.6 | 331 | 120 | 0,8× |
Standart alüminyum döküm, genel alanlar için 0,8–1,5 mm ve yapısal montaj çıkıntıları için 2,0–4,0 mm duvar kalınlıklarına ulaşır. ADC12 alaşımı ve optimize edilmiş geçit ile yapısal olmayan özellikler için 0,6 mm'ye kadar ince kesitler mümkündür.
Geleneksel yüksek basınçlı dökümler, iç gözeneklilik nedeniyle kabarmaya neden olan T6 ısıl işlemine tabi tutulamaz. Ancak, Porozite düzeyi <%0,3 olan vakumlu basınçlı dökümler başarılı bir şekilde T6 işlemine tabi tutulabilir 380 MPa'ya kadar çekme mukavemetine ulaşıyor.
Basınçlı döküm maliyet açısından rekabetçi hale geliyor 5.000–10.000 birimi aşan yıllık hacimler 50.000 ünitede maksimum ekonomik verimlilikle. Bu eşiğin altında, birim başına daha yüksek maliyetlere rağmen kum dökümü veya CNC işleme daha ekonomik olabilir.
Vakum sistemleri takım maliyetlerine %15-25 ve çevrim süresine %10-15 oranında katkıda bulunur, ancak ısıl işlem ve kaynak yapılmasına olanak tanırken hurda oranlarını %8-12'den %2-4'e düşürür. Yapısal otomotiv bileşenleri için, kalite iyileştirmeleri dikkate alındığında toplam maliyet etkisi genellikle nötr veya pozitiftir.
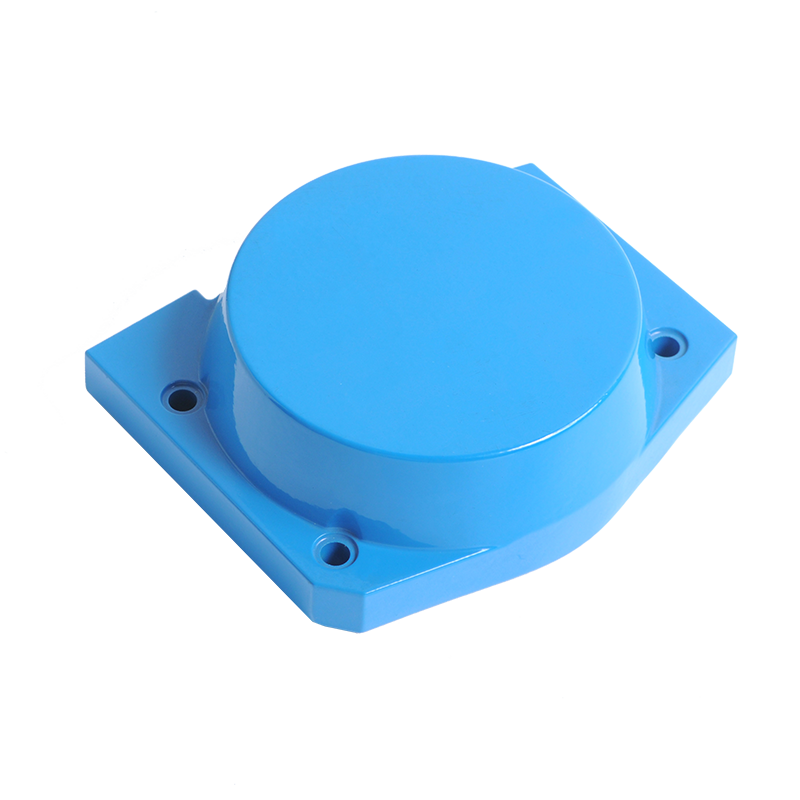
Standart döküm yüzeyleri Ra 3,2–6,3 μm'ye ulaşır. İkincil son işlem seçenekleri arasında kumlama (Ra 1,6–3,2 μm), anotlama (Tip II dekoratif veya Tip III sert kaplama), toz kaplama, e-kaplama ve korozyon koruması için kromat dönüşüm kaplama yer alır.
Basınç düşüşü testi, kapalı boşluklara 0,3-0,6 MPa hava basıncı uygulayarak 30 saniye boyunca <%5 basınç düşüşünü izler. Helyum sızıntı testi (10⁻⁶ mbar·l/s hassasiyet), EV akü muhafazaları veya hermetik şanzıman muhafazaları gibi zorlu gereksinimler için kullanılır.
Hazır mısın İşbirliği yapmak Jieda ile?
* E -postanız bizimle güvende, spam yapmıyoruz.
ÜRÜNLER
İletişim Bilgileri
nbjd011@126.com
+86-574-86115705
58 Mold Road, Daqi Teknoloji Sanayi Bölgesi, Beilun Bölgesi, Ningbo